

这篇文章适合谁?
如果以下描述中你符合2个或以上,请务必读完:
✅ 你的车间已安装HEPA/ULPA过滤器,颗粒检测合格,但良率就是上不去
✅ 你的产品涉及SMT贴装、光学元件、半导体、生物制药或医疗器械生产
✅ 你曾遇到过焊盘附着力失效、光学镜头起雾、或不明原因的电路短路问题
✅ 你在珠三角/华南地区运营工厂,周边有化工厂、汽车厂或密集的工业排放
如果你一个都不符合,这篇文章可以转给你的工程或品质团队。
如果你符合2个以上——接下来的阅读,可能帮你找到困扰已久的良率问题根源。
我们理解你的困惑
"我们的洁净室是按标准建的,颗粒检测每次都合格,但良率就是卡在那里上不去。"
这句话,我们在珠三角的工厂里听过太多次了。
做SMT的说,贴装精度没问题,但焊后良率莫名其妙地波动。做光学的说,镜片车间明明是千级洁净室,但镜头表面总有一层说不清楚的雾。做半导体封装的说,设备是进口的,工艺是对的,但某批次的产品电性能就是偏移。
你的困惑是合理的。
因为你们对付的,根本不是颗粒污染。
HEPA过滤器能拦住0.3微米以上的颗粒,这没错。但有一类污染物,它的尺寸在2埃到30埃之间——比颗粒小了三到四个数量级。它以单个分子的形态漂浮在空气里,穿过HEPA滤网就像穿过一张渔网,毫无阻碍。
它叫AMC——气态分子污染物(Airborne Molecular Contamination)。
这才是你的洁净室里真正的隐形杀手。
AMC到底是什么?彻底搞清楚这个概念
四种类型,四种破坏方式
根据国际半导体设备和材料协会的SEMI F21标准,AMC被分为四大类,每一类的破坏机制完全不同:
MA — 分子酸(Molecular Acids)
代表物质:氟化氢(HF)、氯化氢(HCl)、硫氧化物(SOx)、氮氧化物(NOx)。
珠三角的工厂要特别注意这一类。周边的化工厂、汽车尾气、燃煤排放,都是SOx和NOx的来源。这些酸性气体进入车间后,会对铜、铝等金属互连线和焊盘造成持续的微腐蚀——不是一次性的腐蚀,而是每天24小时、每年365天的慢性侵蚀。
先进制程要求MA浓度控制在1-10 ppb以内,某些节点甚至要低于5 ppt。
MB — 分子碱(Molecular Bases)
代表物质:氨气(NH3)、三甲胺、各类有机胺。
这是光刻工艺的头号大敌。碱性分子会中和化学放大光刻胶曝光后产生的酸催化剂,导致显影后光刻胶顶部无法溶解,形成"T-topping"缺陷——图形变形,良率直接崩塌。
更让人头疼的是:氨气的来源之一,是人。车间里的工作人员通过呼吸和汗液,每小时都在持续释放NH3。人越多,污染越重。
MC — 可凝结有机物(Molecular Condensables)
代表物质:硅氧烷、邻苯二甲酸酯、各类VOC(挥发性有机物)。
这类污染物的沸点通常高于150°C,极容易在温度较低的晶圆表面或光学镜片上冷凝结膜。
做光学的朋友应该很熟悉这个现象:镜头表面莫名其妙出现一层雾,擦不掉,越来越厚。这就是MC类污染物在作怪。对于SMT来说,MC会降低焊盘表面能,直接导致焊锡附着力下降,焊后良率波动。
MD — 分子掺杂剂(Molecular Dopants)
代表物质:硼(B)、磷(P)、砷(As)的化合物。
这类污染物会意外改变半导体材料的电学特性。浓度要求极低,通常需要控制在0.1 ppt到1 ppb以下。
有一个容易被忽视的污染源:传统HEPA/ULPA滤网使用的玻璃纤维材料,在气流冲击下会释放微量的硼。也就是说,你用来净化空气的过滤器,本身就在制造MD类污染。
AMC从哪里来?
很多工厂管理者的第一反应是:"我们车间密封得很好,外面的污染进不来。"
这个判断只对了一半。
外部来源确实存在:工业废气、汽车尾气、大气中的臭氧,通过新风系统或建筑缝隙渗入。珠三角工业密集,这个问题尤为突出。
但更大的问题往往来自内部:
-
回流焊炉:现代SMT免洗助焊剂在高温下大量挥发。一家每天消耗10公斤锡膏的工厂,每天可能在炉内蒸发出高达5公斤的碳氢化合物和松香。如果不加以处理,这些蒸气会冷凝在PCB板和设备上,造成交叉污染。
-
建筑材料和设备:密封胶、线缆外套、地板涂料,都在持续释放VOC。新装修的车间尤其严重。
-
人员:工作人员的呼吸和汗液持续释放NH3。10个人的车间,每小时的氨气释放量不可忽视。
-
过滤器本身:如前所述,玻璃纤维HEPA滤网会释放硼。
为什么ppb级别的浓度就能造成严重损失?
这是很多人难以理解的地方:ppb是十亿分之一,ppt是万亿分之一,这么微量的东西,真的有那么大影响?
有。
以电化学迁移(ECM)为例:
随着SMT元器件向01005、008004等超微型化发展,引脚间距越来越小,电场梯度急剧增加。在潮湿环境和AMC(特别是氯离子、硫酸盐)的催化下,PCB表面会形成电解液薄膜。阳极金属(锡、银)溶解为离子,在电场驱动下向阴极迁移,最终在阴极还原沉积,长出树枝状的金属"枝晶"。
枝晶一旦桥接两个电极,就是微短路——产品直接报废。
这个过程不需要高浓度的AMC。ppb级别的氯离子,在合适的温湿度条件下,就足以启动这个反应。
传统方案为什么不够用?
| 方案 | 能解决颗粒污染? | 能解决AMC? | 原因 |
|---|---|---|---|
| HEPA/ULPA过滤器 | ✅ | ❌ | 只能拦截颗粒,分子直接穿透 |
| 普通活性炭过滤 | ❌ | 部分 | 只能吸附大分子VOC,对酸碱气体效果差 |
| 加大换气次数 | 部分 | ❌ | 稀释颗粒有效,但AMC随新风持续补充 |
| 温湿度控制 | ❌ | ❌ | 能减缓ECM,但无法消除AMC根源 |
要真正解决AMC问题,必须引入化学过滤系统。
正确的AMC控制方案
第一层:化学过滤技术
-
物理吸附(活性炭):通过范德华力吸附大分子VOC和MC类污染物。成本低,但属于可逆反应,温度升高时污染物可能脱附,需要定期更换。
-
化学吸附(浸渍介质/离子交换树脂):与酸性(MA)和碱性(MB)气体发生化学反应,形成不可逆的稳定化合物。去除效率极高,是处理NH3、HF、HCl等气体的核心手段。
-
催化裂解(回流焊炉专用):将抽出的炉内加热空气通过高达500°C的催化剂,把长链碳氢化合物裂解为无害的CO₂和水蒸气。设备维护周期从几天延长至6周以上。
第二层:滤网材料升级
用e-PTFE(膨体聚四氟乙烯)膜滤网替代传统玻璃纤维滤网。PTFE化学惰性,真正做到零硼释放,同时抗酸碱腐蚀,风阻更低,能显著降低FFU能耗。
第三层:分层防御架构
新风机组(MAU)→ 拦截室外工业污染(SOx、NOx、VOC)
↓
循环风机组(RAU)→ 净化内部释放的AMC(人员NH3、工艺VOC)
↓
FFU定点保护 → 在光刻机、印刷机、回流焊入口建立"微环境"这三层不是可选项,而是缺一不可的组合。只做其中一层,效果会大打折扣。
如何知道你的车间AMC是否超标?
AMC无色无味,传统颗粒计数器完全检测不到。目前行业主流的检测技术:
-
CRDS(光腔衰荡光谱):对HF、HCl、NH3的检测限低至ppt级别,响应时间几秒到几分钟,适合实时监控。
-
SIFT-MS(选择离子流动管质谱):无需样品前处理,能实时、连续、并发地测量各类VOC和无机物,响应快,特别适合追踪移动污染源(比如人员走动引起的NH3峰值)。
-
CI-TOFMS(化学电离飞行时间质谱):灵敏度可达亚pptv级别,能同时检测酸、碱、有机物,是目前最先进的在线监测方案之一。
如果你的车间从未做过AMC检测,建议先做一次基线测量,了解当前的污染状况,再决定改造方案。
不处理AMC,代价是什么?
我们来算一笔账。
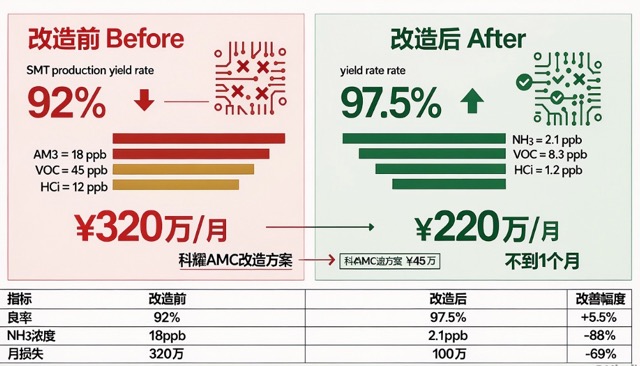
场景A:某珠三角SMT代工厂
月产能50万块PCB,良率长期卡在92%,始终找不到原因。工程团队排查了设备、工艺、物料,都没问题。
后来做了AMC检测,发现车间内NH3浓度长期在15-20 ppb(建议控制线:5 ppb以下),VOC浓度也明显偏高。污染源:回流焊炉尾气处理不足+车间人员密度高。
8%的不良率,按每块板均价80元计算,每月损失约320万元。
改造方案:回流焊炉加装催化净化系统+RAU化学过滤升级,总投入约45万元。
改造后3个月,良率稳定在97.5%以上。每月减少损失约220万元。
投资回收期:不到1个月。
场景B:某光学元件车间
千级洁净室,颗粒检测合格,但镜头表面雾化问题持续出现,每批次报废率约12%。
AMC检测发现:硅氧烷浓度严重超标。污染源:车间密封胶和设备润滑油挥发。
这类MC污染物在光学镜片表面冷凝,形成不可逆的雾化层,用任何清洁方法都无法完全去除。
改造方案:更换低VOC密封材料+安装化学吸附FFU,总投入约28万元。
改造后,雾化报废率降至1%以下。
如果选择"等等看"
AMC污染不会自动消失。随着元器件继续微型化、工艺节点继续缩小,同样浓度的AMC,对产品的破坏会越来越严重。
今天92%的良率,明年可能变成88%。
而且,一旦客户开始要求AMC检测报告(这在半导体和医疗器械行业已经越来越普遍),没有数据就意味着失去订单资格。
科耀的做法:从检测到改造,一套完整的方案
广东科耀净化机电工程有限公司,专注洁净工程13年。
我们服务过的客户里,有华润三九、汤臣倍健、好来化工这样的大型制造企业,也有珠三角各地的中小型电子厂、光学车间、医疗器械生产商。
AMC控制不是一个单点问题,而是需要系统性解决:
第一步:现场AMC基线检测 了解你的车间当前污染状况,找到主要污染源,而不是盲目改造。
第二步:定制化方案设计 根据你的行业、工艺、车间布局,设计MAU+RAU+FFU的分层防御方案。不做过度设计,不让你花冤枉钱。
第三步:施工与验收 科耀拥有建筑机电安装工程承包资质、建筑装修装饰工程专业承包资质,以及广东省洁净行业协会"优秀施工建造企业"认证,施工质量有保障。
第四步:持续监测与维护 改造完成后,协助建立AMC监测体系,确保长期达标。
你的下一步
如果你的车间存在以下任何一种情况,建议尽快联系我们做一次免费的初步评估:
- 颗粒达标但良率异常
- 光学元件表面雾化
- 焊后附着力不稳定
- 从未做过AMC检测
- 计划新建或改造洁净车间
联系科耀,获取免费AMC污染初步诊断:
☎️ ㊀㊂㊈㊁㊈㊈㊄零㊃零㊀
或关注我们的微信公众号,回复关键词「AMC诊断」,我们的工程师会在48小时内与你联系,安排现场评估。
📊 项目成果展示

广东科耀净化机电工程有限公司 专注洁净工程13年 | 广东省洁净行业协会理事单位 工业洁净 · 医疗洁净 · 实验室洁净 官网:www.gdforyou.com 总部:广东省佛山市南海区天安数码城5期A座706室