

蛋白粉、代餐粉、奶粉生产车间的湿度失控、微生物超标、粉尘防爆与交叉污染四大隐患全解析,附真实改造案例与五步法解决方案
粉剂洁净车间的四大"隐形杀手",你中了几个?
上个月,一位做婴幼儿配方奶粉的王厂长给我打电话,开口第一句话就是:"梁总,安监的整改通知书下来了,三个月内必须完成粉尘防爆改造,否则停产。"
其实在接到安监通知之前,他的麻烦就已经一个接一个了——梅雨季车间湿度飙到75%,奶粉还没包装就开始结块;第三方抽检菌落总数逼近上限,品牌方发了最后通牒;转产植物蛋白粉时检出乳蛋白残留,差点引发过敏原投诉。
这不是个例。
做粉剂的老板都知道,食品粉剂生产车间看着门槛不高——不就是筛分、配料、混合、包装嘛。但真正做起来,蛋白粉、代餐粉、固体饮料、香精香料、预拌粉……每一种粉体都有自己的"脾气"。极细的粉末遇到潮气就结块,遇到静电就飞扬,浓度一高还可能爆炸。微生物、交叉污染、粉尘防爆、吸潮结块——随便哪一个没控制住,轻则整批报废,重则企业一夜停摆。
问题的核心在于:大多数粉剂企业的车间环境,根本配不上他们的产品要求。
很多粉剂企业的老板跟我说过类似的话:"我们车间也装了空调,也做了基本的净化,为什么问题还是不断?"
原因很简单——粉剂产品对生产环境的要求,远比你想象的苛刻。
隐形杀手一:湿度失控——粉剂车间湿度控制的致命短板
蛋白粉、益生菌粉、奶粉这类粉剂,对湿度敏感得像海绵遇水。环境相对湿度一旦超过60%,粉末就开始吸潮、结块、流动性变差。消费者拿到手一冲——"冲不开""有硬粒",投诉电话就来了。
你以为装几台除湿机就够了?远远不够。粉剂车间湿度控制需要的是全年稳定在30-45%RH的精准环境,从投料到包装,每一个环节都不能"漏湿"。尤其是包装工序——粉剂暴露在空气中的最后一道关口,湿度哪怕高了5个百分点,这批货到了货架上就是定时炸弹。
隐形杀手二:微生物——奶粉生产车间设计的生死线
奶粉生产车间设计不达标,微生物超标就是迟早的事。
婴幼儿配方奶粉的国标GB 23790写得明明白白:生产区域必须满足相应洁净度要求,空气中浮游菌和沉降菌必须控制在限值以内。但现实中,很多企业的车间还停留在"紫外灯+酒精擦"的阶段。菌落总数抽检一旦超标,整批销毁不说,监管部门的处罚、品牌方的信任崩塌,哪一个都够喝一壶的。
阪崎肠杆菌——这个名字对做婴幼儿奶粉的人来说,简直是噩梦。一旦检出,不是罚款的问题,是可能上新闻的问题。
隐形杀手三:粉尘防爆车间——悬在头顶的"达摩克利斯之剑"
含糖、含淀粉、含蛋白质的有机粉末,在特定浓度下遇到一个火花,就可能发生粉尘爆炸。这不是危言耸听——《粉尘防爆安全规程》GB 15577的每一条要求,都是用血的教训换来的。
粉尘防爆车间的改造,很多企业一直拖着。理由无非是"还没出过事""改造要花钱""影响生产"。但安监部门不会等你准备好——整改通知书一下,三个月期限,到期不达标就停产。王厂长就是活生生的例子。
隐形杀手四:交叉污染——蛋白粉生产车间的过敏原陷阱
做乳清蛋白粉的产线,转产豆基蛋白粉,清洁不彻底怎么办?
乳蛋白残留哪怕只有微量,对乳蛋白过敏的消费者来说就是致命的。蛋白粉生产车间如果没有做好物理隔离和快速清洁切换设计,每一次转产都是在赌博。赌赢了没事,赌输了就是过敏投诉、法律诉讼、品牌崩塌。
多品种共线生产的企业,这个问题尤其突出。代餐粉、固体饮料、香辛料粉……配方不同、过敏原不同,但共用一条产线。没有负压隔离、没有快速清洁验证,交叉污染就像一颗随时会响的地雷。
真实案例:王厂长的"至暗时刻"
华东某知名婴幼儿配方乳粉企业的王厂长,去年经历了他从业20年来最难熬的三个月。
他的车间原本没做洁净处理,消毒全靠紫外灯。夏天梅雨季一来,车间相对湿度飙到75%——奶粉在包装前就开始轻微结块,包装机频繁堵料,每个月停机清理15次以上,产能白白浪费。
更要命的是,某批次产品出厂后被第三方抽检,菌落总数逼近上限。虽然没超标,但品牌方直接发了整改通牒:"三个月内车间环境不达标,终止合作。"
紧接着,转产植物蛋白粉时检出微量乳蛋白残留。虽然没引发消费者事故,但内部已经敲响了警钟——下一次可能就没这么幸运了。
最后一击来自安监部门:车间粉尘积累明显,除尘器没有泄爆口,部分电气设备不防爆。整改通知书白纸黑字,三个月期限。
四面楚歌。
"那段时间,我每天晚上都睡不着。品牌方要验厂、安监要整改、产品质量在走钢丝——感觉随时都会崩。"
— 王厂长
破局:构建食品粉剂GMP车间的五步法
好消息是——这些问题都有解。
我们在服务粉剂企业的过程中,总结出一套经过验证的食品粉剂GMP车间建设方法论。不是推倒重建,而是基于你现有条件,精准解决最要命的问题。
第一步:防爆与洁净的双重分区设计
把车间分成三个区域:"防爆洁净区"(筛分、混合、包装等产尘工序)、"一般洁净区"(原料脱包、称量、暂存)和"非洁净区"(外包装、仓库)。
防爆洁净区按GB 15577设计:设备全部接地,电气防爆,配除尘系统与泄爆口,同时维持十万级洁净度。区域之间设缓冲间和压差梯度——防爆区保持相对负压-5~-10Pa,洁净区正压,既防粉尘扩散,又保洁净度。
这一步是地基。地基不牢,后面全白搭。
第二步:精准湿度控制——代餐粉洁净车间的核心保障
配置转轮除湿机组与洁净空调箱联动,全年把湿度锁定在RH 30-45%。送风采用顶送侧下回的气流组织,避免直吹物料表面。
关键点位——包装机下料口、暂存料仓——再加一层局部干燥保护罩。"大环境控湿+小环境强化",双重保障。在线温湿度传感器实时传数据到中控,超限自动报警。
不管你做的是代餐粉、蛋白粉还是固体饮料生产车间,湿度这一关必须死守。
第三步:粉尘捕集与防爆除尘系统
筛分机、混合机、包装机——每个产尘点设密闭吸尘罩,管道汇入防爆除尘器。除尘器配泄爆口、隔爆阀、火花探测与熄火装置。
车间内装粉尘浓度在线监测仪,浓度接近爆炸下限25%就自动报警并加大排风。地面、墙面、设备表面全部圆角设计,不给粉尘留任何"藏身之处"。
第四步:快速清洁与交叉污染防控
不同配方产线之间设实体隔断,产尘区域保持相对负压。设备管路接口用快开卡箍连接,支持快速拆卸清洗。车间装修圆角无缝,零卫生死角。
建立色标管理制度——不同配方用不同颜色工器具。制定严格的清洁验证程序,擦拭取样检测过敏原残留,每次转产都有据可查。
第五步:环境在线监测与批次追溯
在关键工序点部署粒子计数器、浮游菌采样器、温湿度传感器、压差传感器、粉尘浓度监测仪,数据实时接入MES系统,跟生产批次号绑定。
每批产品自动生成"环境批记录"——质量追溯、客户验厂、安监检查,一份报告全搞定。从"被动检验"升级到"主动管控",这才是广东食品洁净车间该有的样子。
王厂长的"逆袭":改造后的数据说话
我们为王厂长的工厂设计建造了十万级洁净、湿度可控、粉尘防爆合规的食品粉剂生产车间。
改造完成后,数据变化是这样的:
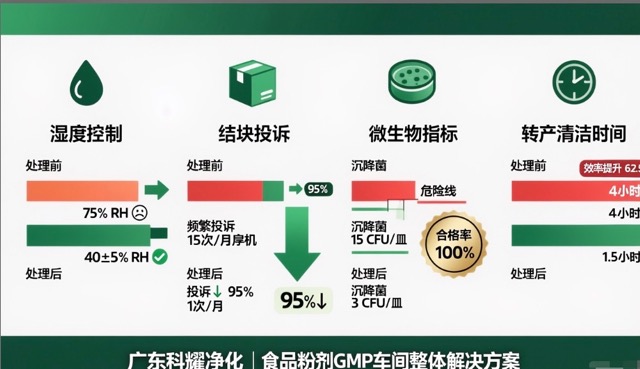
| 指标 | 改造前 | 改造后 |
|---|---|---|
| 车间相对湿度 | 梅雨季飙至75% | 稳定在40±5%RH |
| 结块投诉率 | 基准值 | 下降95% |
| 包装机堵料次数 | 每月15次 | 每月1次 |
| 包装效率 | 基准值 | 提升30% |
| 空气沉降菌 | 平均15 CFU/皿 | 3 CFU/皿 |
| 微生物抽检合格率 | — | 连续12个月100% |
| 转产清洁时间 | 4小时 | 1.5小时 |
| 粉尘防爆验收 | 不合规 | 一次性通过 |
王厂长后来跟我说了一句话,我印象很深:
"以前客户验厂总是提心吊胆,现在审核员进了车间就竖大拇指,订单也多了不少。"
你的粉剂车间,是时候"体检"了
一罐好粉剂,始于好配方,成于好环境。
如果你的食品粉剂生产车间也面临湿度失控、微生物风险、粉尘防爆压力或交叉污染隐患——别等到安监通知书下来才行动。
广东科耀净化机电工程有限公司,专注洁净工程13年,已服务超过100家企业客户。我们为食品粉剂行业提供"高洁净+控湿防爆"型生产车间整体解决方案。
联系科耀,从这里开始:
☎️ 联系电话:13929950401
微信咨询:关注公众号"广东科耀"或扫描下方二维码添加微信

官方网站:www.gdforyou.com
📊 项目成果展示

关于广东科耀
广东科耀净化机电工程有限公司,专注洁净工程13年,服务客户超过100家,拥有10多项技术专利。
三大专业领域:工业洁净(食品粉剂、生物制药、医疗器械、电子光学等)、医疗洁净(手术部、ICU、检验科等特殊科室)、实验室洁净(PCR、微生物实验室、恒温恒湿实验室等)。
广东省洁净行业协会理事单位 | 广东省"守合同重信用"企业 | 建筑装修装饰工程专业承包资质
让粉剂生产远离结块、微生物与爆炸风险——这是我们对每一座食品粉剂洁净车间的承诺。