

本文由广东科耀净化机电工程有限公司出品,专注植物提取洁净工程13年,已服务100+客户。
你是做植酸钠的吗?这几个问题,你中了几条
做植酸钠的同行,有没有遇到过这些情况:
出口欧盟的货,在口岸被拦下来——菌落总数超标,整批销毁,损失几十万,客户那边直接暂停合作;
包装好的产品发到客户手里,打开一看已经结块,客户打电话来质问,你自己也不知道问题出在哪;
重金属检测每次都合格,但铅含量总在限值附近徘徊,心里没底,客户验厂时问起来,说不出个所以然;
同一个配方、同一条线,这批纯度99%,下批95%,客户开始问你"你们的品控到底怎么搞的";
欧盟客户要生产环境验证报告、清洁验证报告,你翻遍整个工厂,拿不出一份像样的文件。
如果你中了其中两条以上,这篇文章值得你认真读完。
这些问题,表面上看是工艺问题,根子上是生产环境的问题。 植酸钠的提取工艺本身并不复杂,但一旦生产环境失控,微生物、湿气、重金属、异物就会从四面八方渗进来,把你的纯度、稳定性和合规资质一点一点蚕食掉。
植物提取物洁净车间的"隐形杀手":为什么总在纯度和杂质上翻车
很多植酸钠生产企业有一个共同的误区:把质量问题归结为原料或工艺,却忽视了生产环境本身就是最大的污染源。
植酸钠车间洁净度不足,微生物从哪里来?
植酸钠的原料——米糠、玉米、豆粕——本身就是微生物的温床。原料进厂时携带的菌落总数可以高达10⁶ CFU/g以上。如果浸提、过滤、干燥等工序在普通厂房里进行,空气中的浮游菌会持续落入物料,干燥后的产品在包装前再次暴露,二次污染几乎无法避免。
更隐蔽的问题是:干燥工序结束后,产品以为"安全了",但包装车间的空气洁净度往往比浸提车间更差——人员进出频繁、包材带入污染、空调系统从未清洗。很多企业的微生物超标,就发生在这"最后一公里"。
吸潮结块,根源在包装车间的湿度失控
植酸钠的吸湿性很强,暴露在相对湿度60%以上的环境中,几小时内就会开始吸潮。很多企业的包装车间没有独立的除湿系统,梅雨季节湿度轻松飙到80%以上,产品在包装线上就已经开始受潮,密封后继续在包装内部结块。客户收到货时,问题已经无法挽回。
重金属"逼限",是设备和空气的双重贡献
植酸钠对重金属的络合能力极强,这是它的功能特性,但同时也意味着它会把生产过程中接触到的金属离子"吸附"进产品里。普通碳钢或低品质不锈钢设备在酸性浸提液的腐蚀下会持续析出金属离子;车间空气中的金属粉尘也会通过沉降进入物料。每次检测都"刚好合格",不是工艺好,是还没遇到原料波动的那一天。
批次纯度波动,是植酸钠生产环境控制失稳的直接反映
同一条线、同一个配方,批次间纯度从95%跳到99%,根本原因往往不是工艺参数,而是:上一批清洁不彻底,残留物混入;车间温湿度波动影响结晶过程;不同批次之间粉尘交叉污染。生产环境的不稳定,是批次一致性最大的敌人。
植酸钠GMP车间建设五步法:从根源上解决四大顽疾
这是我们在服务多家植酸钠及植物提取物生产企业后,总结出的一套系统性解决方案。不是头痛医头,而是从环境工程的底层逻辑出发,构建一座"让微生物无处孳生、让湿气无法入侵、让重金属与异物无处遁形"的植物提取物洁净车间。
第一步:基于GMP的植酸钠车间洁净分区设计
按污染风险分级,人流物流单向不回头。
将车间划分为三个区域:
- 核心洁净区(十万级):结晶、干燥、粉碎、包装——产品直接暴露的工序,维持正压≥15Pa
- 一般洁净区:浸提、离子交换、浓缩——物料在密闭设备内
- 非洁净区:原料预处理、仓库——与洁净区物理隔断
人员净化执行六步程序:换鞋→脱外衣→洗手→穿洁净服→手消毒→风淋。物料通过传递窗或密闭管道转移,产尘区域(粉碎、包装)保持相对负压(-5~-10Pa),防止粉尘向洁净区扩散。
第二步:植酸钠车间洁净度与低湿度环境控制
把湿气挡在门外,把干燥锁在车间里。
配置深度除湿机组与洁净空调联动,将包装车间露点控制在-10℃以下(对应相对湿度约30%以内)。在干燥、粉碎、包装工序设置局部干燥气体保护罩,通入经高效过滤的干热空气或氮气,形成微正压保护屏障。配置在线露点仪实时监控,超限自动报警。所有与产品接触的压缩空气经除油除水除菌三级过滤,露点≤-40℃。
第三步:植物提取GMP洁净厂房重金属全程拦截
从设备材质、空气净化、在线检测三个维度同时发力。
- 设备选型:所有与物料接触的设备、管道、阀门、储罐全部采用316L不锈钢,内表面镜面抛光(Ra≤0.4μm),从源头杜绝金属离子析出
- 空气净化:空调系统增设化学过滤段(活性炭+高锰酸钾浸渍氧化铝),吸附车间空气中的重金属微粒和VOCs
- 在线检测:粉碎后、包装前配置金属检测机(灵敏度≥Fe 0.5mm,SUS 1.0mm)与磁选器(≥10000高斯),实现100%异物剔除;同步配置超声波振动筛,确保产品细度均匀
第四步:植酸钠生产环境控制——微生物三重防线
不给微生物任何一个生存的缝隙。
第一道防线——环境空气:十万级洁净车间,HEPA高效过滤器(过滤效率≥99.97%),臭氧/紫外定时消毒,定期检测浮游菌与沉降菌,建立环境监测档案。
第二道防线——设备清洁:密闭管道化生产,避免物料人工暴露。配置在线CIP清洗系统,对提取、浓缩、结晶设备进行自动清洗消毒。建立清洁验证程序(擦拭取样检测微生物残留),每次清洁有记录、有数据、可追溯。
第三道防线——干燥灭菌:采用高温真空干燥(80-100℃),兼具干燥与灭菌双重功能。包装前对物料进行过筛除菌(100目以上振动筛),最后一道物理拦截。
第五步:在线监测与出口合规全批次追溯体系
每一批产品的生产环境,都要留下可查的"环境履历"。
在核心洁净区部署粒子计数器、浮游菌采样器、温湿度传感器、压差传感器、露点仪,数据实时接入SCADA/MES系统,与生产批次号自动绑定。每批产品自动生成"环境履历",包含洁净度数据、温湿度曲线、压差记录、清洁验证结果——这份文件,就是应对欧盟客户审计、FDA检查、BRC认证的核心底气。
真实案例:华北某植酸钠工厂如何用一座洁净车间重夺欧盟订单
华北某植酸钠专业生产商,产品出口欧盟及美国,质量总监吴总找到我们的时候,刚刚经历了一次让他刻骨铭心的退运。
改造前:一年内四次"翻车"
微生物超标退运:出口欧盟的一批植酸钠,在口岸检测发现菌落总数超标,整批销毁,直接损失50万元,欧盟客户随即暂停供货资格一年。问题出在提取车间空气洁净度不足,加上干燥后在普通包装车间二次暴露。
产品结块投诉:梅雨季节,包装车间湿度高达85%,产品在包装后一个月内大面积结块,客户投诉率高达20%。每次处理投诉都要重新粉碎、重新包装,成本和口碑双重损失。
重金属预警:某批次铅含量检测值接近10ppm限值,虽未超标,但美国客户要求提供重金属控制风险评估报告,现有车间条件根本无法满足。
客户验厂不合格:一家国际制药企业来厂审核,审核员指出:车间无洁净度分级、无温湿度监控记录、无清洁验证程序、无环境监测数据,直接被评定为"不合格供应商"。
吴总说,那段时间他最怕的不是检测结果,而是接到客户电话。
改造后:18个月,数据说话
我司为其设计建造了十万级洁净、低湿度、全流程防污染的植酸钠专用生产车间:
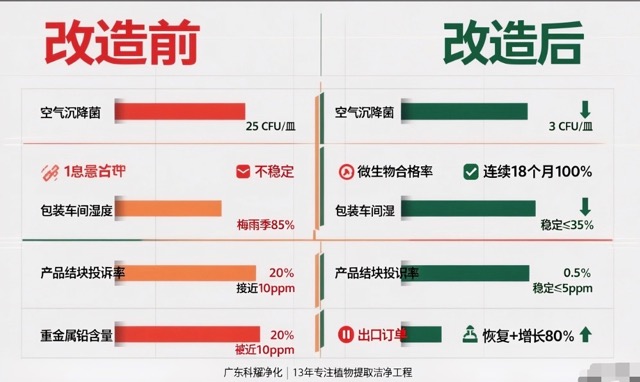
| 指标 | 改造前 | 改造后 |
|---|---|---|
| 空气沉降菌 | 25 CFU/皿 | 3 CFU/皿 |
| 产品微生物抽检合格率 | 不稳定 | 连续18个月100% |
| 包装车间相对湿度 | 梅雨季高达85% | 稳定控制≤35% |
| 产品结块投诉率 | 20% | 0.5% |
| 重金属铅含量 | 接近10ppm | 稳定≤5ppm |
| 异物客诉 | 频发 | 归零 |
| 出口订单 | 被暂停 | 恢复并增长80% |
最近一次BRC认证审核中,洁净车间、环境监控系统、清洁验证程序全部获得高分通过。吴总所在企业成功进入两家国际制药巨头的合格供应商名录。
"以前我们是在赌,赌每批货能过检。现在我们是在管,管每批货的生产环境。"
— 吴总
广东科耀——专注植物提取物洁净车间13年
广东科耀净化机电工程有限公司,成立于2012年,总部位于广东省佛山市南海区。13年来专注为生物制药、植物提取、保健品、食品化妆品等行业提供洁净车间整体解决方案,已服务超过100家客户,拥有10多项技术专利,50+专业解决方案。
广东省洁净行业协会理事单位,获得广东省"守合同重信用"企业认证,持有建筑装修装饰工程专业承包资质、建筑机电安装工程承包资质及医疗器械经营许可证。
我们能为植酸钠生产企业提供的,不只是一座洁净车间,而是一套可验证、可追溯、可出口合规的全流程环境保障体系。
您的植酸钠车间,是否也面临同样的压力?
如果您正在经历微生物超标退货、产品吸潮结块、重金属指标逼限、出口合规文件无法提供……
欢迎联系科耀,免费获取《植酸钠洁净车间建设方案》,我们的工程师将根据您的现有车间条件和产品标准,提供针对性的改造建议。
13年专注,100+客户验证,广东科耀,值得托付。
☎️ 联系电话:13929950401
微信咨询:关注公众号"广东科耀"或扫描下方二维码添加微信

官方网站:www.gdforyou.com
📊 项目成果展示

关于广东科耀
广东科耀净化机电工程有限公司,专注洁净工程13年,服务客户超过100家,拥有10多项技术专利。
三大专业领域:工业洁净(植物提取、生物制药、保健品、食品化妆品等)、医疗洁净(手术部、ICU、检验科等特殊科室)、实验室洁净(PCR、微生物实验室、恒温恒湿实验室等)。
广东省洁净行业协会理事单位 | 广东省"守合同重信用"企业 | 建筑装修装饰工程专业承包资质
让植酸钠生产远离微生物、吸潮与重金属风险——这是我们对每一座植物提取洁净车间的承诺。