

2300万召回损失背后,藏着多少企业不敢说的秘密
高端功能性医用耗材生产车间建设攻略
凌晨3点的电话
张工接到电话的时候,刚睡下不到两小时。
电话那头是公司销售总监,声音急促:"张工,出大事了。华东那边三家医院同时反馈,咱们6月那批含银敷料抗菌效果不行,比之前的批次差很多。省药监局已经介入调查了。"
张工一下子坐了起来。他在这家华南医械企业做质量总监快8年,还是头一次遇到这种情况。
第二天早上8点,公司紧急会议。研发部拿出检测报告:6月生产的三个批次,银离子释放速率确实比正常值低了15%-22%。问题是,原料没变,配方没变,生产流程也没变,怎么就出问题了?
答案在三个月后才找到。
那段时间正好是梅雨季节,车间的相对湿度从平时的50%飘到了65%,温度也不稳定,18℃到23℃之间跳。就这么几个点的波动,让水凝胶基质的结构发生了微妙变化,银离子包裹得太紧,释放不出来。
最终的召回成本是 2387万。更糟的是,原定今年底启动的FDA认证,直接推到了后年。
张工后来跟我说:"做了这么多年质量,我以为把好原料关、工艺关、检验关就够了。没想到,车间环境这个看不见摸不着的东西,才是真正的杀手。"
这行的水,比想象中深
我接触过不少医械企业,做功能性耗材的老板,十个有九个都踩过坑。
有个做可吸收缝合线的企业,产品在动物实验里表现完美,14天降解率误差不超过3%。结果量产之后,有的批次10天就降解了,有的20天还没反应。后来查出来,是车间湿度没控制好,PLGA材料在生产过程中提前水解了。
还有个做泡沫敷料的厂,产品宣传的是"高吸收低粘连",临床试验数据漂亮。但投产半年后客户投诉不断,说吸收速度不稳定。工程师拆开产品一看,泡沫的孔径结构乱七八糟,根本不是设计的均匀分布。追到源头才发现,发泡车间的温度控制只做到了±3℃,而这个工艺需要的是±1℃。
这些问题有个共同点:不是技术不行,是制造环境跟不上技术要求。
第一道坎:材料太"娇气"
普通医疗器械,比如注射器、导管,材料相对皮实,车间环境差个几度几湿度,问题不大。
但功能性耗材不一样。
水凝胶敷料,湿度差2%就能影响含水量,进而影响创面渗液管理。我见过一个企业,同一天生产的两批产品,一批在车间A区(湿度48%),一批在B区(湿度52%),最后成品的吸收速率差了18%。
泡沫材料更敏感。发泡过程中温度高1.5℃,孔径就会偏大,透气性变好但吸收变差;温度低1.5℃,孔径偏小,吸收变好但透气性不够。这不是质检能查出来的,因为每片单独看都"合格",但批次之间的一致性没法保证。
可吸收材料就更别提了。PLGA、PGA这些高分子,碰到水分就开始降解。车间湿度控制不住,材料在生产过程中就开始"跑",等植入体内,降解速率完全对不上临床设计。
有个研发总监跟我抱怨过:"我们花3年时间调配方,在实验室里做到了完美的性能曲线。结果到了车间,一个月就给我做废了。车间说环境没问题,都符合国标。但国标是按普通洁净车间定的,根本不是给这种高敏材料用的。"
第二道坎:微生物这关没法糊弄
很多企业觉得,车间洁净度达到10万级(ISO 8)就够了,反正最后有灭菌工序兜底。
这个想法在功能性耗材这里行不通。
含银敷料、胶原蛋白敷料这些产品,很多含活性成分,不能高温灭菌。环氧乙烷灭菌又有残留风险,辐照灭菌会破坏材料结构。怎么办?只能从源头控制,让生产环境本身就达到低微生物负载。
这意味着什么?关键工序得上万级甚至局部百级。
涂层、裁切、内包装这些步骤,必须在B级甚至A级环境下做。但我见过太多企业,车间整体还停留在C级、D级标准,指望终端灭菌"救火"。
问题是:
- 初始污染菌太高,灭菌后内毒素还是超标
- 部分产品根本不能灭菌,只能靠无菌生产
- 即使能灭菌,高温高压也会影响功能性成分的活性
一个在德国工作过的工程师跟我说,他们给抗菌敷料设计车间,光空气过滤系统就占了整体投资的35%。"在欧洲,没人敢在微生物控制上省钱。因为一旦出问题,整条生产线都得停,损失比多花点钱建车间大得多。"
第三道坎:认证这关卡得死
产品做出来了,性能也稳定了,最后还得过认证这关。
FDA、NMPA的审计官,最喜欢问的就是车间设计。
"你们的气流组织是怎么设计的?""不同洁净级别区域之间的压差是多少?""银离子涂层区域和下游包装区,怎么防止交叉污染?"
我认识一个企业,准备FDA认证的时候,审计官现场提了个问题:"你们车间有三种功能性原料同时在用,银离子、胶原蛋白、硅胶。这三种东西的气溶胶如果互相污染,会影响产品性能吗?"
当时工程师愣了。因为建车间的时候,压根没考虑过这个。审计官当场指出,气流设计不合理,不同原料的加工区域没有有效隔离。
最后怎么办?补救性改造,花了7个月,投了原建设成本40%的钱。本来那一年能拿到认证,结果拖到了第三年。
这种事不少见。很多企业找的是通用洁净工程公司,人家擅长做电子车间、食品车间,甚至做过普通医械车间。但功能性耗材这块,环境控制的逻辑完全不一样,不懂医械法规的团队,很容易挖坑。
真正能解决问题的车间,长什么样?
说实话,国内能把功能性耗材车间做到位的企业不多。我见过做得好的,都有几个共同特点。
特点一:分区做得细
他们不会整个车间一刀切,而是把生产流程拆开,每个环节设定独立的环境参数。
原料预处理区,一般C级或D级就够,主要是控制初始污染,别让粉尘、微生物带入后面的工序。
核心工艺区,比如涂层、复合、裁切,这里要上A级或B级。温湿度控制得死死的,±1℃、±2%RH,不能有一点飘。洁净度也得是最高标准。
内包装区,做无菌或低微生物负载产品,得配局部百级层流保护,实时监测环境参数。
外包装区,相对宽松一点,但也不能马虎,得防止外部污染倒灌进来。
我见过一个华南企业,做高级敷料的,800平米的车间划了6个独立环境控制区。每个区的温湿度、压差、换气次数,都是用计算流体力学软件模拟出来的。投产之后,产品批次间性能一致性从78%直接跳到97%以上。
特点二:气流设计有讲究
功能性耗材生产,经常要同时用好几种特殊材料。车间气流如果设计不好,不同材料之间会交叉污染。
靠谱的做法是单向流+压差梯度。从高洁净区到低洁净区,保持15-20Pa的压差,空气只能单向流,低级别区域的污染物绝对不能倒灌回来。
关键设备上方,比如涂层机、复合机,还要单独加FFU(风机过滤单元)或者层流罩,形成局部超洁净环境,ISO 5级(百级)那种。
如果有挥发性成分,比如有机溶剂、银离子气溶胶,得专门做独立排风系统,负压排风,防止扩散到其他区域。
有个做含银敷料的企业,专门为银离子涂层工序设计了独立排风通道,排风口还装了银回收装置。不仅解决了污染问题,每年还能回收十来万块钱的银原料,一举两得。
特点三:验证做在前面
很多企业是车间建好了,才开始考虑验证的事。结果发现监测点位设置不合理,取样口够不着,数据没法自动记录,只能推倒重来。
懂行的团队,在设计阶段就把验证需求考虑进去了。
硬件上,所有环境参数(温湿度、压差、风速、洁净度)都有实时监测,数据自动记录,随时能调出来看。关键设备和管道的材质、连接方式,设计的时候就考虑了后期清洁验证和维护。人流物流路径,严格按"由洁到污单向流"来,不留交叉隐患。
软件上,URS(用户需求说明书)、DQ(设计确认)、IQ(安装确认)、OQ(运行确认)、PQ(性能确认),这一套文档齐全。清洁验证的取样点、工艺验证的测试方案,都提前设计好。NMPA、FDA审计的时候,拿数据说话,不虚。
有个质量总监跟我说,他经历过3次FDA审计,最大的感受是:"审计官不看你设备多贵,洁净度多高。他就看一个东西:你能不能拿数据证明,环境始终在控制中。那些没提前准备验证的企业,往往就栽在这。"
一个真实的转身
珠三角有家企业,做含胶原蛋白的生物活性敷料。产品在临床试验里效果很好,促愈合速度比普通敷料快30%以上。但量产之后出了问题,批次间胶原活性波动超过20%,有的批次效果明显,有的批次跟普通敷料差不多。
他们找了好几个专家诊断,最后锁定了三个问题:
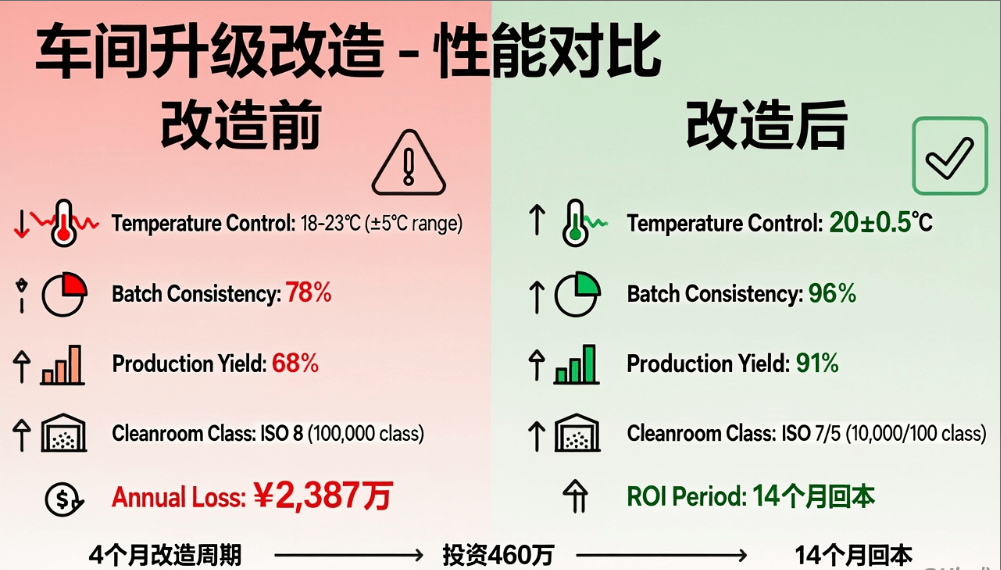
第一,车间温度飘得太厉害。 波动范围有5℃(18-23℃),而胶原蛋白涂层的最佳工艺温度窗口只有20±1℃。温度一飘,胶原蛋白的空间结构就变了,活性也跟着变。
第二,湿度没做精确控制。 胶原蛋白在干燥过程中会形成纤维结构,湿度不稳定,纤维就长不均匀,直接影响后续的促愈合效果。
第三,洁净度不够。 车间只有10万级(ISO 8),胶原蛋白这种生物材料特别容易被微生物污染,活性一旦受损就回不来了。
企业下决心改造车间,找了个有医械专项经验的工程团队。改造方案很细:
核心工艺区装了独立的恒温恒湿空调,温度控制精度做到±0.5℃,湿度±2%RH。
胶原涂层区、干燥区、裁切区,洁净度从10万级提到万级(ISO 7),内包装区上了局部百级(ISO 5)。
全车间部署了21个温湿度传感器、12个压差传感器、8个粒子计数器,数据实时传到MES系统,一有异常马上报警。
送风口和回风口重新设计,用CFD软件模拟了好几轮,把原来的气流"死角"全消灭了。
改造花了4个月,投了460万。但效果立竿见影:
| 指标 | 改造前 | 改造后 | 提升幅度 |
|---|---|---|---|
| 批次间胶原活性一致性 | 80% | 96% | +16% |
| 生产良率 | 68% | 91% | +23% |
| NMPA GMP认证 | — | 一次性通过 | — |
| CE认证 | — | 一次性通过 | — |
| 产品年产能 | 120万片 | 200万片 | +67% |
一年之后,产品销售额增长了230%,车间改造的钱14个月就赚回来了。
更关键的是,稳定的质量让他们在招投标里拿到了优势,华南地区好几家三甲医院的长期供货合同都签下来了,现在已经是这个细分领域的区域标杆。
选合作方,要问对问题
功能性耗材车间不是谁都能做的。选错了合作方,几百万投资打水漂是小事,产品性能永远上不去才是大事。
我建议,在做决定之前,问潜在合作方三个问题:
问题一:"你们做过几个功能性耗材的车间?具体什么产品?"
通用洁净工程公司,可能做过电子车间、食品车间,甚至做过普通医械车间。但功能性耗材,尤其是含生物活性成分、可吸收材料的产品,环境控制的逻辑完全不一样。
没有实际案例积累的团队,很难理解"材料特性敏感性"和"环境参数精度"之间的关系。
问题二:"你们的设计方案,怎么支持后续的验证?"
很多工程公司只关心把车间建起来,不管后面的验证需求。结果就是:车间建好了,企业做IQ/OQ/PQ的时候发现,监测点位不合理,取样口够不着,数据记不了,只能推倒重来。
真正懂医械法规的团队,设计阶段就把所有验证需要的"接口"预埋好了。
问题三:"你们团队里有没有熟悉ISO 13485和医械GMP的工程师?"
车间建设不是孤立的工程,它得服务于企业的质量管理体系和法规合规。
不懂医械法规的工程师,可能建出一个"技术参数很漂亮"但"认证过不了"的车间。
有个行业前辈跟我说过一句话:"选车间建设合作方,就像选手术的主刀医生。你得看他做过多少类似的'手术',成功率如何,而不是看他设备多先进、价格多便宜。"
投资"对"的车间,到底值不值?
很多企业在车间建设上犹豫,主要是觉得投资太大。
但如果算细账,会发现:不在车间上投资,后面付出的代价可能是初始投资的好几倍。
显性收益
环境控制精度提高,批次报废率直线下降,良率提升5-15%在这行很常见。
生产环境稳定,设备和人员的效率能充分发挥,有效产能提升20-30%不是梦。
认证一次性通过,不用整改返工,至少省6-12个月。而时间,在医械行业就是市场机会。
隐性收益
产品性能一致性,是高端医械的核心竞争力,也是赢得医院和经销商信任的基础。
质量稳定,企业就有底气提价,不用陷在"低价竞争"的泥潭里。
符合国际标准的生产线,是投资机构和潜在收购方最看重的资产之一。
我认识一家企业,车间升级完的第二年,就拿到了某医疗产业基金的A轮融资。投资方在尽调报告里明确写:"该企业的生产车间按FDA标准建设,环境控制系统达到国际先进水平。这是我们认为其产品能进入国际市场的关键证据,也是本次投资决策的重要依据。"
最后说两句
中国现在是全球医疗器械生产大国,但在高端功能性耗材这块,跟国际巨头还有差距。
差距不在研发,在制造。 很多中国企业的配方、技术平台不比国外差,但产品性能的稳定性、批次一致性,往往卡在"最后一公里"。
而这"最后一公里",很大程度上就取决于车间的环境控制能力。
好消息是,越来越多的医械企业开始重视这个问题,愿意在"看不见"的基础设施上做真投资。当制造能力跟上研发创新的时候,中国的功能性耗材产业,才能真正从"跟随"走向"引领"。
联系我们
如果你的企业正在或计划生产高端伤口敷料、止血材料、可吸收缝合线这类功能性耗材,在车间建设或升级改造上有困惑,欢迎联系我们聊聊。
广东科耀净化机电工程有限公司 在医疗洁净工程这块做了12年,服务过华南地区不少医械企业,功能性耗材车间建设这块有些实战经验。
我们能提供
- 免费的需求分析和初步方案讨论
- 基于产品特性的定制化车间设计
- 从建设到验证的全流程技术支持
- 符合NMPA/FDA/CE要求的合规咨询
📞 139 2995 0401
工作日 9:00-18:00
总部地址: 广东省佛山市南海区桂城街道简平路1号天安数码城5期A座706室
项目成果展示

广东科耀净化机电工程有限公司
12年专注洁净工程 | 让高端医用耗材品质稳定可控