

Who Is This Article For?
If two or more of the following descriptions apply to you, please read on:
✅ Your workshop has HEPA/ULPA filters installed and particle counts pass inspection, but yield just won't improve
✅ Your products involve SMT assembly, optical components, semiconductors, biopharmaceuticals, or medical device manufacturing
✅ You've encountered solder pad adhesion failures, optical lens fogging, or unexplained circuit shorts
✅ You operate a factory in the Pearl River Delta / South China region, surrounded by chemical plants, automotive factories, or dense industrial emissions
If none of these apply, feel free to forward this article to your engineering or quality team.
If two or more apply — the following content may help you identify the root cause of yield problems that have been plaguing you.
We Understand Your Frustration
"Our cleanroom was built to standard, particle counts pass every time, but yield just plateaus and won't go up."
We've heard this too many times in factories across the Pearl River Delta.
SMT manufacturers say placement accuracy is fine, but post-reflow yield fluctuates inexplicably. Optical manufacturers say their lens workshop is clearly a Class 1000 cleanroom, but lens surfaces always develop an unexplainable haze. Semiconductor packaging companies say equipment is imported, processes are correct, but certain batches show electrical performance drift.
Your frustration is justified.
Because what you're fighting isn't particle contamination at all.
HEPA filters can capture particles above 0.3 microns — that's correct. But there's a class of contaminants sized between 2 to 30 angstroms — three to four orders of magnitude smaller than particles. They float in the air as individual molecules, passing through HEPA filters like passing through a fishing net, completely unimpeded.
It's called AMC — Airborne Molecular Contamination.
This is the true invisible killer in your cleanroom.
What Exactly Is AMC? A Thorough Explanation
Four Types, Four Modes of Destruction
According to SEMI F21 standard from the Semiconductor Equipment and Materials International association, AMC is classified into four major categories, each with completely different destruction mechanisms:
MA — Molecular Acids
Representative substances: Hydrogen fluoride (HF), hydrogen chloride (HCl), sulfur oxides (SOx), nitrogen oxides (NOx).
Factories in the Pearl River Delta should pay special attention to this category. Nearby chemical plants, vehicle exhaust, and coal combustion emissions are all sources of SOx and NOx. Once these acidic gases enter the workshop, they cause continuous micro-corrosion of copper, aluminum, and other metal interconnects and solder pads — not a one-time corrosion, but chronic erosion 24 hours a day, 365 days a year.
Advanced processes require MA concentration control within 1-10 ppb, with some nodes requiring below 5 ppt.
MB — Molecular Bases
Representative substances: Ammonia (NH3), trimethylamine, various organic amines.
This is the number one enemy of lithography processes. Alkaline molecules neutralize the acid catalysts generated after exposure of chemically amplified photoresists, preventing the top of the photoresist from dissolving during development, creating "T-topping" defects — pattern distortion, yield collapse.
What's even more troublesome: one source of ammonia is people. Workshop personnel continuously release NH3 through breathing and perspiration every hour. More people means more contamination.
MC — Molecular Condensables
Representative substances: Siloxanes, phthalates, various VOCs (Volatile Organic Compounds).
These contaminants typically have boiling points above 150°C and readily condense on cooler wafer surfaces or optical lenses.
Those in optics should be very familiar with this phenomenon: lens surfaces mysteriously develop a haze that can't be wiped off and keeps getting thicker. This is MC-type contamination at work. For SMT, MC reduces solder pad surface energy, directly causing decreased solder adhesion and post-reflow yield fluctuations.
MD — Molecular Dopants
Representative substances: Compounds of boron (B), phosphorus (P), and arsenic (As).
These contaminants unexpectedly alter the electrical properties of semiconductor materials. Concentration requirements are extremely low, typically needing control below 0.1 ppt to 1 ppb.
There's an easily overlooked contamination source: traditional HEPA/ULPA filter media made of glass fiber releases trace amounts of boron under airflow impact. In other words, the filter you use to purify air is itself generating MD-type contamination.
Where Does AMC Come From?
Many factory managers' first reaction is: "Our workshop is well-sealed, outside contamination can't get in."
This judgment is only half right.
External sources do exist: industrial exhaust, vehicle emissions, and atmospheric ozone infiltrate through fresh air systems or building gaps. The Pearl River Delta's industrial density makes this problem particularly acute.
But the bigger problem often comes from internal sources:
-
Reflow ovens: Modern SMT no-clean flux volatilizes heavily at high temperatures. A factory consuming 10 kg of solder paste daily may evaporate up to 5 kg of hydrocarbons and rosin inside the oven. Without treatment, these vapors condense on PCBs and equipment, causing cross-contamination.
-
Building materials and equipment: Sealants, cable jackets, and floor coatings continuously release VOCs. Newly renovated workshops are especially problematic.
-
Personnel: Workers continuously release NH3 through breathing and perspiration. The hourly ammonia emission from a 10-person workshop is not negligible.
-
Filters themselves: As mentioned, glass fiber HEPA filters release boron.
Why Can ppb-Level Concentrations Cause Serious Losses?
This is hard for many people to understand: ppb is parts per billion, ppt is parts per trillion — can such trace amounts really have such a big impact?
Yes.
Take Electrochemical Migration (ECM) as an example:
As SMT components shrink toward 01005 and 008004 ultra-miniature sizes, pin spacing gets smaller and electric field gradients increase dramatically. In humid environments catalyzed by AMC (especially chloride ions and sulfates), an electrolyte film forms on the PCB surface. Anode metals (tin, silver) dissolve into ions, migrate toward the cathode driven by the electric field, and eventually reduce and deposit at the cathode, growing tree-like metal "dendrites."
Once dendrites bridge two electrodes, it's a micro-short — the product is scrapped.
This process doesn't require high AMC concentrations. ppb-level chloride ions, under suitable temperature and humidity conditions, are sufficient to initiate this reaction.
Why Aren't Traditional Solutions Enough?
| Solution | Solves Particle Contamination? | Solves AMC? | Reason |
|---|---|---|---|
| HEPA/ULPA Filters | ✅ | ❌ | Only intercepts particles; molecules pass right through |
| Standard Activated Carbon | ❌ | Partial | Only adsorbs large-molecule VOCs; poor for acid/base gases |
| Increased Air Changes | Partial | ❌ | Effective for diluting particles, but AMC is continuously replenished with fresh air |
| Temperature/Humidity Control | ❌ | ❌ | Can slow ECM but cannot eliminate AMC source |
To truly solve the AMC problem, you must introduce a chemical filtration system.
The Correct AMC Control Approach
Layer 1: Chemical Filtration Technology
-
Physical adsorption (activated carbon): Adsorbs large-molecule VOCs and MC-type contaminants through van der Waals forces. Low cost, but reversible — contaminants may desorb at higher temperatures, requiring periodic replacement.
-
Chemical adsorption (impregnated media/ion exchange resins): Chemically reacts with acidic (MA) and alkaline (MB) gases to form irreversible stable compounds. Extremely high removal efficiency; the core method for treating NH3, HF, HCl, and similar gases.
-
Catalytic cracking (reflow oven specific): Passes extracted heated air through catalysts at up to 500°C, cracking long-chain hydrocarbons into harmless CO₂ and water vapor. Equipment maintenance cycles extend from days to over 6 weeks.
Layer 2: Filter Media Upgrade
Replace traditional glass fiber filters with e-PTFE (expanded polytetrafluoroethylene) membrane filters. PTFE is chemically inert, achieving true zero boron release while resisting acid/alkali corrosion, with lower air resistance that significantly reduces FFU energy consumption.
Layer 3: Layered Defense Architecture
MAU (Make-up Air Unit) → Intercept outdoor industrial pollution (SOx, NOx, VOC)
↓
RAU (Recirculating Air Unit) → Purify internally released AMC (personnel NH3, process VOC)
↓
FFU Point Protection → Establish "micro-environments" at lithography, printers, reflow oven inletsThese three layers are not optional — they're an indispensable combination. Implementing only one layer will significantly reduce effectiveness.
How Do You Know If Your Workshop AMC Is Exceeding Limits?
AMC is colorless and odorless; traditional particle counters cannot detect it at all. Current mainstream detection technologies:
-
CRDS (Cavity Ring-Down Spectroscopy): Detection limits for HF, HCl, NH3 down to ppt levels, response time from seconds to minutes, suitable for real-time monitoring.
-
SIFT-MS (Selected Ion Flow Tube Mass Spectrometry): No sample pretreatment needed, capable of real-time, continuous, concurrent measurement of various VOCs and inorganics, fast response, especially suitable for tracking mobile contamination sources (such as NH3 peaks caused by personnel movement).
-
CI-TOFMS (Chemical Ionization Time-of-Flight Mass Spectrometry): Sensitivity down to sub-pptv levels, capable of simultaneously detecting acids, bases, and organics — one of the most advanced online monitoring solutions available.
If your workshop has never undergone AMC testing, we recommend conducting a baseline measurement first to understand current contamination levels before deciding on a renovation plan.
What's the Cost of Not Addressing AMC?
Let's do the math.
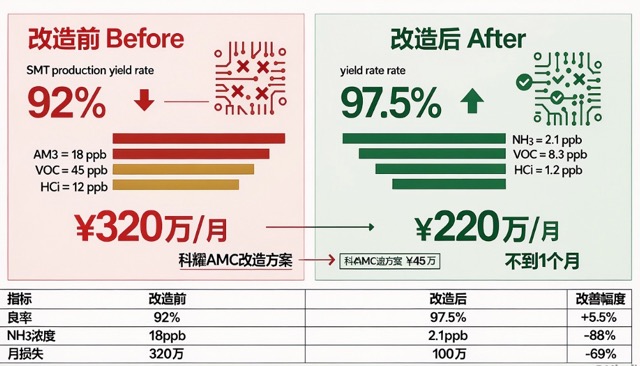
Scenario A: A Pearl River Delta SMT Contract Manufacturer
Monthly capacity of 500,000 PCBs, yield stuck at 92% long-term, cause never identified. The engineering team investigated equipment, processes, and materials — all fine.
Later, AMC testing revealed workshop NH3 concentration consistently at 15-20 ppb (recommended control: below 5 ppb), with VOC concentration also significantly elevated. Contamination sources: insufficient reflow oven exhaust treatment + high workshop personnel density.
8% defect rate, at an average board price of 80 RMB, equals approximately 3.2 million RMB monthly loss.
Renovation plan: Catalytic purification system for reflow oven + RAU chemical filtration upgrade, total investment approximately 450,000 RMB.
Within 3 months post-renovation, yield stabilized above 97.5%. Monthly loss reduction of approximately 2.2 million RMB.
Payback period: less than 1 month.
Scenario B: An Optical Components Workshop
Class 1000 cleanroom, particle counts passing, but lens surface fogging persisted, with approximately 12% scrap rate per batch.
AMC testing revealed: severely elevated siloxane concentration. Contamination sources: workshop sealant and equipment lubricant volatilization.
These MC contaminants condense on optical lens surfaces, forming an irreversible haze layer that no cleaning method can fully remove.
Renovation plan: Replace with low-VOC sealant materials + install chemical adsorption FFUs, total investment approximately 280,000 RMB.
Post-renovation, fogging scrap rate dropped below 1%.
If You Choose to "Wait and See"
AMC contamination doesn't disappear on its own. As components continue to miniaturize and process nodes continue to shrink, the same AMC concentration will cause increasingly severe product damage.
Today's 92% yield could become 88% next year.
Moreover, once customers start requiring AMC test reports (increasingly common in semiconductor and medical device industries), having no data means losing order eligibility.
Keyao's Approach: A Complete Solution from Detection to Renovation
Guangdong Keyao Purification M&E Engineering Co., Ltd. has been dedicated to cleanroom engineering for 13 years.
Among our clients are large manufacturers like CR Sanjiu, BY-HEALTH, and Hawley & Hazel, as well as small and medium-sized electronics factories, optical workshops, and medical device manufacturers across the Pearl River Delta.
AMC control is not a single-point problem — it requires a systematic solution:
Step 1: On-site AMC Baseline Testing Understand your workshop's current contamination status and identify primary contamination sources, rather than renovating blindly.
Step 2: Customized Solution Design Based on your industry, processes, and workshop layout, design a layered MAU+RAU+FFU defense plan. No over-engineering, no wasted investment.
Step 3: Construction and Acceptance Keyao holds building M&E installation contracting qualifications, building decoration engineering professional contracting qualifications, and the Guangdong Clean Industry Association "Outstanding Construction Enterprise" certification, ensuring construction quality.
Step 4: Continuous Monitoring and Maintenance After renovation, assist in establishing an AMC monitoring system to ensure long-term compliance.
Your Next Step
If your workshop has any of the following conditions, we recommend contacting us for a free preliminary assessment as soon as possible:
- Particles pass but yield is abnormal
- Optical component surface fogging
- Unstable post-soldering adhesion
- Never conducted AMC testing
- Planning to build or renovate a cleanroom
Contact Keyao for a Free AMC Contamination Preliminary Diagnosis:
☎️ ㊀㊂㊈㊁㊈㊈㊄零㊃零㊀
Or follow our WeChat official account and reply with the keyword "AMC Diagnosis" — our engineers will contact you within 48 hours to arrange an on-site assessment.
📊 Project Results Showcase

Guangdong Keyao Purification M&E Engineering Co., Ltd. 13 Years Dedicated to Cleanroom Engineering | Guangdong Clean Industry Association Council Member Industrial Cleanroom · Medical Cleanroom · Laboratory Cleanroom Website: www.gdforyou.com Headquarters: Room 706, Block A, Phase 5, Tianan Cyber Park, Nanhai District, Foshan, Guangdong