

Cross-Contamination in Chemical Plants? Essential Chemical Filtration and Explosion-Proof Design Solutions for High-Purity Material Manufacturers
The Emergency Call at 2 AM
In September 2024, Production Director Zhang from a high-purity materials company in the Pearl River Delta received an urgent call from his workshop supervisor.
"Mr. Zhang, the humidity alarm in the calcining room has gone off, showing 42% humidity."
After a pause, the voice trembled: "This batch of non-doped boron oxide has been in the calcining furnace for 6 hours. We've taken it out now, and the product surface has already started to clump."
Zhang's heart sank.
He knew exactly what this meant—once the product absorbed moisture and clumped, purity would drop immediately, and the entire batch would be scrapped.
This batch was worth 1.2 million yuan, a custom order for a well-known ceramics company. A one-day delay meant a 50,000 yuan penalty. Scrapping the product meant not only compensating for the goods but also losing this major client who had been collaborating for three years.
The next morning, Zhang stood in the workshop, staring at the million-yuan worth of scrapped product, speechless.
This was the fourth similar incident this year.
What made him even more anxious was that every time an accident occurred, no clear cause could be found. The equipment was fine, process parameters were all within standard ranges, but product quality remained unstable.
"Where exactly is the problem?"
Four Overlooked Fatal Hazards
After our engineers conducted an on-site inspection, they discovered four serious problems. These issues are common to almost all high-purity material production workshops.
1. Blind Spots in Explosion-Proof Design, Persistent Safety Hazards
The first process in non-doped boron oxide production is esterification hydrolysis, which requires large amounts of methanol.
Methanol has a flash point of only 11℃. When its vapor mixes with air and encounters static sparks, it can explode.
According to national standards, the esterification area must be designed as Hazardous Area Zone 2, and all electrical equipment must meet explosion-proof ratings.
However, Zhang's workshop had three fatal vulnerabilities:
First, the circulation cabinet motor had no explosion-proof certification.
Ordinary motors generate sparks during operation. When methanol vapor concentration reaches 6%-36.5%, explosions can occur.
Second, the floor had no anti-static treatment.
When operators walked, friction between shoes and floor generated static electricity. If floor resistance was too high, static couldn't be discharged promptly. When accumulated to a certain level, discharge energy was sufficient to ignite methanol vapor.
Third, no combustible gas concentration monitoring system.
Methanol vapor concentration in the workshop was judged entirely by operators' "experience." By the time they smelled a pungent odor, concentration had long exceeded standards.
Data shows that over 30% of annual safety accidents in the chemical industry are caused by explosion-proof design defects.
Once an accident occurs, the consequences are unthinkable.
2. No Chemical Filtration in Circulation System, Continuous Accumulation of Volatiles
A more hidden problem lies in the circulation system.
During esterification hydrolysis, methanol continuously evaporates. When boric acid powder is transported and fed, dust is also generated.
If the circulation cabinet is only equipped with ordinary HEPA filters, it can only intercept particulate matter but is completely ineffective against gaseous methanol vapor.
The result is—
Evaporated methanol circulates continuously in the workshop, with concentration increasing. Boric acid dust deposits on equipment surfaces and pipe inner walls, forming secondary pollution sources after long-term accumulation.
Zhang's workshop had been operating the circulation cabinet for three years without ever replacing the chemical filter.
The reason was simple: none was installed.
Using professional instruments, we detected that methanol concentration in the esterification room fluctuated long-term at 80-120ppm, 3-5 times the occupational health standard (25ppm).
This not only endangers operator health but more seriously—
High-concentration methanol vapor encountering ignition sources is a ticking time bomb.
3. Uncontrolled Humidity Causes Product Moisture Absorption, Direct Scrap Due to Purity Decline
Non-doped boron oxide is extremely sensitive to humidity.
After the calcining process, product temperature exceeds 800℃. During cooling, if environmental humidity exceeds 35%, the product absorbs moisture from the air, causing the following chain reaction:
- Surface clumping, reduced flowability
- Reaction with water to form boric acid, reduced purity
- During subsequent use, decomposition at high temperatures produces bubbles, causing ceramic products to crack
Zhang's calcining workshop had humidity fluctuating long-term between 50%-65%.
They also installed dehumidifiers, but with limited effect.
Why?
Because ordinary dehumidifiers can only reduce humidity to around 45%. To achieve below 35%, a deep desiccant rotor dehumidification system must be used.
This system uses silica gel rotors to adsorb moisture from the air, then regenerates with high temperature, stabilizing humidity below 30%.
But the cost is also high—equipment investment of 300,000-500,000 yuan.
Many companies try to get by with several ordinary dehumidifiers to save money. The result is unstable product quality with persistently high defect rates.
4. Pressure Differential Chaos Causes Cross-Contamination, Uncontrolled Airflow Organization
The fourth problem, also the most easily overlooked—differential pressure control in workshop zoning.
Non-doped boron oxide production has completely different environmental requirements for different processes:
- Esterification hydrolysis area: Class 100,000 cleanliness, slight negative pressure (to prevent methanol vapor leakage)
- Cooking and cooling area: Class 10,000 cleanliness, positive pressure 10Pa (to prevent external contamination from entering)
- Calcining area: Class 10,000 cleanliness, positive pressure 15Pa (humidity < 35%, to prevent moisture absorption)
What happens if pressure differential control is improper?
Esterification area pressure too high, methanol vapor diffuses to adjacent clean areas.
The moment operators open connecting doors, polluted air containing methanol and boric acid dust rushes into cooking and calcining areas.
Dust settles on product surfaces, forming impurities.
Methanol vapor mixes into clean area circulation systems, polluting workshop air quality.
Calcining area pressure insufficient, external humid air infiltrates.
Air humidity outside the workshop is typically 60%-80%. If calcining area positive pressure is insufficient, once doors open, humid air floods in.
No matter how good your dehumidification equipment, it can't withstand continuous humid air replenishment.
Zhang's workshop had no independent pressure differential control system between three functional areas.
All areas shared one supply and exhaust system, with pressure depending on "luck."
The result was—
Esterification area volatiles wandered everywhere, and calcining area humidity could never be reduced.
This is the root cause of cross-contamination.
A Systematic Solution
Faced with these problems, many companies' first reaction is: treat symptoms as they appear.
High humidity? Buy some dehumidifiers.
Too much dust? Add some filters.
But these piecemeal modifications often treat symptoms without addressing root causes.
A true solution must be systematic design.
Guangdong Keyao Cleanroom & MEP Engineering Co., Ltd. was established in 2012, focusing on industrial cleanroom construction for 12 years.
Among the 100+ clients we've served are biopharmaceutical companies, electronic chemical plants, and medical device workshops. Their common characteristic is extremely high requirements for production environment stability and safety.
For high-purity material production workshops, we propose a "three-in-one" renovation plan:

1. Intrinsically Safe Explosion-Proof Design System
Explosion-proof is not as simple as buying a few explosion-proof lights, but a complete safety system.
First layer: Source control.
All electrical equipment in the esterification area, including lighting, sockets, fans, and control cabinets, uses explosion-proof products with explosion-proof rating ExdⅡBT4.
Floor paved with anti-static epoxy resin, surface resistance controlled at 10⁶-10⁹Ω, ensuring timely static discharge.
All metal equipment, pipes, and containers reliably grounded, with grounding resistance < 4Ω.
Second layer: Process monitoring.
Install combustible gas concentration detectors in the esterification area to monitor methanol vapor concentration in real-time.
Once concentration exceeds 25% of the lower explosion limit (LEL), automatically trigger audible and visual alarms and interlock with exhaust system for forced ventilation.
Third layer: Terminal protection.
Configure explosion relief windows and explosion-proof doors. In case of explosion, timely pressure relief prevents overall building collapse.
Set up emergency shower devices and fire extinguishers to ensure personnel can rescue themselves immediately.
This system is not for inspection compliance but truly life-saving design.
2. Efficient Chemical Filtration and Circulation System
For methanol evaporation and boric acid dust issues, we employ a two-stage filtration solution.
First stage: High-efficiency particulate air (HEPA) filter.
Filtration efficiency 99.97%@0.3μm, intercepting boric acid dust, fibers, microorganisms, and other particulate pollutants.
Second stage: Chemical filter (activated carbon + molecular sieve composite filter material).
This is core technology.
Ordinary activated carbon has limited adsorption capacity for methanol. We use modified activated carbon + 13X molecular sieve composite filter material.
Modified activated carbon's pore structure optimized for small molecule organics improves methanol adsorption efficiency by 40%.
13X molecular sieves selectively adsorb polar molecules, further capturing residual methanol vapor.
Double adsorption ensures circulation system air quality consistently meets standards.
More critically—
During design, we configured independent circulation cabinets for each functional area.
Polluted air from the esterification area doesn't enter cooking and calcining area circulation systems.
Cutting off cross-contamination pathways at the source.
3. Precise Temperature, Humidity, and Pressure Differential Control System
This is Keyao's core competitiveness.
Deep desiccant rotor dehumidification + precision air conditioning combination.
Calcining area equipped with desiccant rotor dehumidifier, processing air volume 6000m³/h, stabilizing humidity at 30±3%RH.
Even during Guangdong's rainy season with external humidity at 85%, workshop interiors remain dry.
Simultaneously equipped with precision air conditioning, temperature controlled at 20-25℃, fluctuation not exceeding ±1℃.
Gradient pressure differential design + real-time monitoring.
We designed independent supply and exhaust systems for three functional areas, dynamically adjusting airflow through variable frequency fans to achieve precise pressure differential control:
- Esterification area: -5Pa (slight negative pressure)
- Cooking area: +10Pa (positive pressure)
- Calcining area: +15Pa (positive pressure)
Each area equipped with pressure differential sensors, data uploaded to central control system in real-time.
Once pressure differential deviates from set value, system automatically adjusts fan speed, restoring normal within 30 seconds.
Management personnel can view temperature, humidity, and pressure differential data for each area anytime on mobile app.
Upon detecting abnormalities, alarm SMS immediately pushed.
Real Data After Renovation
Numbers are most convincing.
Last November, we completed workshop renovation for a Pearl River Delta high-purity materials company.
Before renovation, their pain points were identical to Zhang's company:
- Product defect rate 12%, monthly scrap losses 300,000-500,000 yuan
- Calcining area humidity unstable, product purity fluctuating at 97%-99.2%
- Operators reporting pungent workshop odor, high turnover
During the 6 months after renovation completion:
Core Indicator Comparison
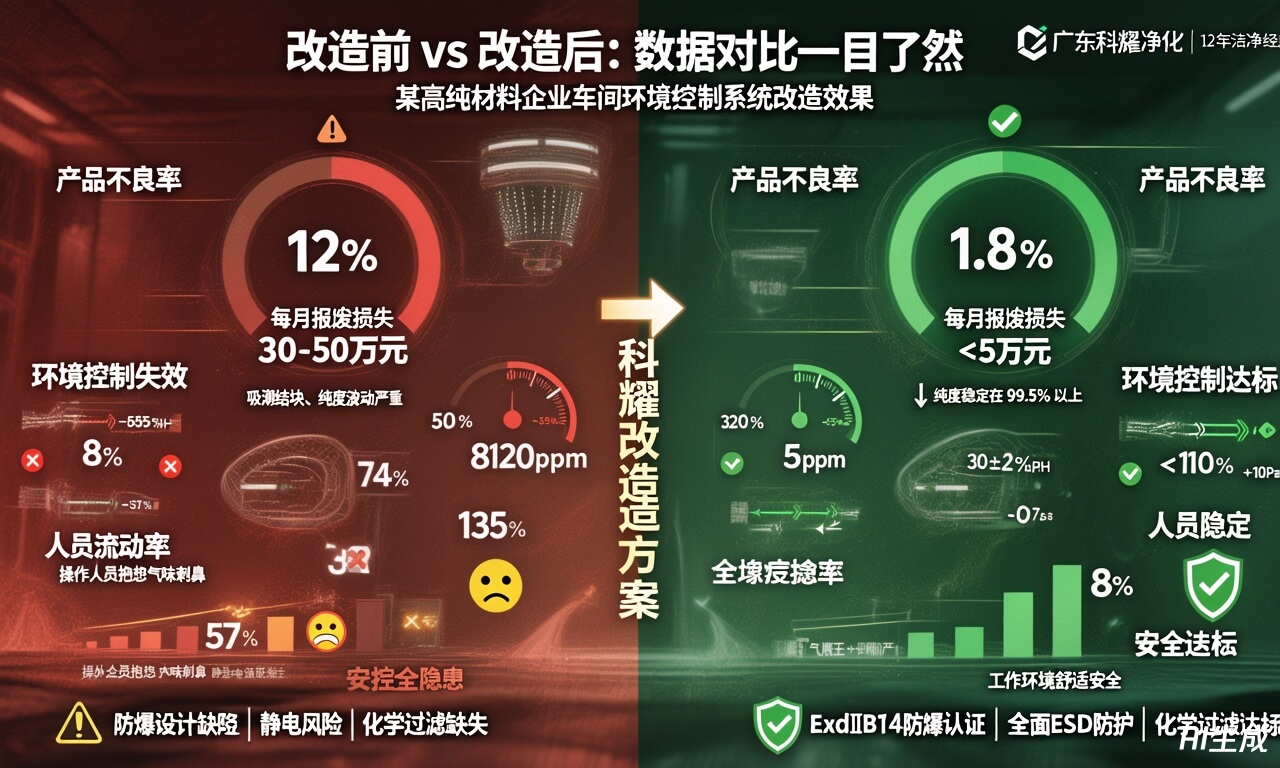
📊 Product defect rate reduced from 12% to 1.8%
Moisture absorption clumping and purity substandard issues basically eliminated. Monthly scrap losses reduced to within 50,000 yuan, saving over 2 million yuan in costs over six months.
📊 Calcining area humidity stabilized at 30±2%RH
Even during rainy season, humidity fluctuation doesn't exceed ±2%. Product purity stabilized above 99.5%, zero customer complaints.
📊 Methanol concentration reduced to below 5ppm
After installing chemical filters in esterification area, circulation system methanol concentration plummeted from 80-120ppm to below 5ppm, far below occupational health standards.
Operator turnover rate decreased from 35% to 8%.
📊 Passed third-party safety assessment
Explosion-proof design complies with GB12476 standards, obtained safety production license renewal approval. Saved rectification trouble, avoided production suspension risk.
More importantly—
The company manager said during acceptance: "Before, we had to handle quality complaints several times each month, always anxious. Now production is stable, we can finally focus energy on market development."
This is the true value of cleanroom engineering.
Why Choose Keyao?
12 years focused on cleanroom engineering, serving 100+ clients.
From South China major pharmaceutical company GMP workshops to Pearl River Delta electronic chemicals company dust-free workshops to multiple high-purity materials company production lines—
We deeply understand that cleanroom work is not just technical work but reverence for product quality.
10+ technical patents, 50+ mature solutions.
We're not a "build according to plans" construction team but a technical team that can proactively provide optimization suggestions.
Before each project starts, designers visit sites to deeply understand production process flows, repeatedly communicating details with technical personnel to ensure solutions truly meet actual needs.
One year free maintenance + quarterly inspections, 4-hour problem response.
Workshop completion is not the end but the beginning of service.
We have a dedicated after-sales team responsible for regular inspections, equipment maintenance, and technical consulting.
When clients encounter problems, one phone call, and engineers can reach the site within 4 hours.
Does Your Workshop Have Similar Concerns?
If you also:
⚠️ Worry about inadequate explosion-proof design with safety hazards
⚠️ Find product quality unstable but can't identify clear causes
⚠️ Can't reduce calcining area humidity, products frequently absorb moisture and scrap
⚠️ Have pungent workshop odor with high operator turnover
⚠️ Experience cross-contamination between areas with different cleanliness levels
We're willing to provide you with one free workshop environment assessment.
Let your production no longer fluctuate due to environmental issues.
Contact Us
Guangdong Keyao Cleanroom & MEP Engineering Co., Ltd.
📞 0757-82065982
Business hours: 9:00-18:00 weekdays
Headquarters: Room 706, Building A, Phase 5, Tian'an Cyber Park, No. 1 Jianping Road, Guicheng Street, Nanhai District, Foshan City, Guangdong Province
12 Years Focused on Cleanroom Engineering | 100+ Successful Cases | 10+ Technical Patents
Professional cleanroom workshop solutions for high-purity materials, advanced ceramics, and fine chemical enterprises