

Food Industry Cleanroom Design Standards: Complete Guide to GB50687, Air Purification & CIP Systems
1. Overview
1.1 Definition and Necessity of Food Industry Cleanrooms
Food industry cleanrooms are production facilities that effectively control environmental parameters such as air cleanliness, temperature, humidity, pressure differential, and illumination through comprehensive measures in construction, process, equipment, and management. These controls reduce the risk of microbial contamination, particulate matter, and cross-contamination during food production, thereby ensuring food safety and quality.
With the implementation of GB 14881 "National Food Safety Standard - General Hygienic Practice for Food Production" and related standards, food enterprises face increasingly stringent requirements for production environment cleanliness. Particularly for products sensitive to microbial indicators such as beverages, dairy products, frozen foods, bakery products, and health foods, cleanrooms have become essential infrastructure for ensuring product qualification rates, extending shelf life, and enhancing brand competitiveness.
1.2 Scope of Application
This guide applies to the design, construction, and renovation of the following food industry cleanrooms:
- Beverages: Tea drinks, fruit and vegetable juices, protein drinks, packaged drinking water, etc.
- Dairy Products: Liquid milk, fermented milk, milk powder, etc.
- Frozen Foods: Quick-frozen flour products, quick-frozen prepared foods, etc.
- Bakery Products: Pastries, bread, biscuits, etc.
- Health Foods: Tablets, capsules, oral liquids, etc.
- Condiments: Soy sauce, vinegar, compound seasonings, etc.
- Other Sensitive Foods: Infant formula, foods for special medical purposes, etc.

2. Design Basis and Standards System
2.1 National and Industry Standards
Food industry cleanroom design should comply with the following main standards and specifications:
| Standard Number | Standard Name | Scope of Application |
|---|---|---|
| GB 14881-2013 | National Food Safety Standard - General Hygienic Practice for Food Production | All food production enterprises |
| GB 50073-2013 | Code for Design of Clean Room | General requirements for cleanroom design |
| GB 50687-2011 | Technical Code for Clean Building of Food Industry | Specific specifications for food industry cleanrooms |
| GB/T 16293-2010 | Test Method for Airborne Particles in Cleanrooms of Pharmaceutical Industry | Cleanliness testing |
| GB/T 16294-2010 | Test Method for Airborne Microorganisms in Cleanrooms of Pharmaceutical Industry | Microbial testing |
| GB 50591-2010 | Code for Construction and Acceptance of Cleanroom | Engineering construction and acceptance |
2.2 Design Principles
- Compliance Principle: Meet national food safety laws, regulations, and related standard requirements
- Applicability Principle: Develop differentiated environmental parameters based on product characteristics and process flow
- Economy Principle: Optimize investment and operating costs while ensuring quality
- Forward-looking Principle: Reserve space for production capacity expansion and technology upgrade interfaces
- Maintainability Principle: Facilitate daily cleaning, disinfection, maintenance, and equipment replacement
3. Process Layout and Functional Zoning
3.1 Overall Layout Principles
The overall layout of food industry cleanrooms should follow the principle of "from outside to inside, from dirty to clean, unidirectional flow, no backtracking" to effectively prevent cross-contamination.
Typical Layout Flow
Raw Material Receiving/Storage Area (General Production Area)
↓
Raw Material Pre-treatment Area (Semi-clean Area)
↓
Batching/Preparation Area (Semi-clean Area)
↓
Heat Treatment/Sterilization Area (Semi-clean Area)
↓
Cooling/Storage Area (Clean Operation Area)
↓
Inner Packaging/Filling Area (Clean Operation Area/Semi-clean Area)
↓
Outer Packaging Area (General Production Area)
↓
Finished Product Storage/Shipping Area (General Production Area)3.2 Functional Zone Classification
According to GB 14881-2013 standard, food production areas can be classified by hygiene requirements as:
| Zone Type | Environmental Requirements | Typical Processes | Cleanliness Reference |
|---|---|---|---|
| Clean Operation Area | High air cleanliness requirements, need to control airborne microorganisms and dust particles | Exposed food after cooling, exposed finished products awaiting packaging, inner packaging material preparation, product filling and sealing | Class 100,000 to Class 10,000 (local Class 100) |
| Semi-clean Operation Area | Certain air cleanliness requirements | Raw material processing, batching and preparation, semi-finished product processing | Class 300,000 to Class 100,000 |
| General Production Area | Basic hygiene requirements | Raw material storage, outer packaging, finished product storage | No specific requirements |
3.3 Key Functional Room Setup
3.3.1 Changing Rooms and Buffer Rooms
- Set up a graded changing system: first change (remove outer clothing), second change (put on clean work clothes), third change (hand washing and disinfection)
- Install airlock-type buffer rooms at clean operation area entrances to maintain pressure differential between zones
- Equip with hand washing, drying, and disinfection facilities using sensor-activated or foot-operated switches
3.3.2 Raw Material Pre-treatment Room
- Should be physically isolated from clean operation areas to prevent reverse contamination
- Install independent exhaust system to prevent odor and moisture diffusion
- Design floor with appropriate slope (≥1%) and drainage channels for easy washing
3.3.3 Inner Packaging Material Room
- Should be located within or adjacent to clean operation area
- Use pass-through windows or independent channels for material transfer
- Inner packaging materials must be disinfected by ozone, UV, or other methods before entry
3.3.4 Filling/Inner Packaging Room
- Filling and sealing area for food and beverage products should be the highest cleanliness zone in the facility
- Use unidirectional flow (laminar flow) or non-unidirectional flow (turbulent flow) purification methods
- Local Class 100 laminar flow hoods can be installed above equipment or around filling heads

4. Cleanliness Classification and Environmental Parameter Control
4.1 Cleanliness Classification Standards
According to GB 50073-2013 "Code for Design of Clean Room," air cleanliness levels are divided into 9 grades based on suspended particle concentration:
| Cleanliness Level | ≥0.5μm Particles (per m³) | ≥5μm Particles (per m³) | Common Applications |
|---|---|---|---|
| Class 1 (Class 100) | ≤10 | — | High-risk pharmaceutical production |
| Class 2 | ≤100 | — | — |
| Class 3 | ≤1,000 | — | — |
| Class 4 | ≤10,000 | — | — |
| Class 5 (Class 10,000) | ≤100,000 | — | Beverage filling area |
| Class 6 (Class 100,000) | ≤1,000,000 | — | Dairy processing area |
| Class 7 (Class 300,000) | ≤3,520,000 | ≤29,000 | Raw material processing area |
| Class 8 | ≤35,200,000 | ≤293,000 | General food packaging area |
| Class 9 | — | — | Reference environment |
Common Configurations for Food Industry
- Local filling and sealing area: Class 100 (Class 1/2)
- Filling workshop background environment: Class 10,000 to Class 100,000 (Class 5-6)
- Cooling and batching areas: Class 100,000 to Class 300,000 (Class 6-7)
- Raw material processing area: Class 300,000 or above (Class 7 or above)
4.2 Temperature and Humidity Control
Different food categories have varying temperature and humidity requirements, which should be set according to product characteristics and process needs:
| Product Type | Temperature Range (°C) | Relative Humidity (%RH) | Control Points |
|---|---|---|---|
| Tea beverages (extraction/storage) | 18-26 | 30-70 | Inhibit tea polyphenol oxidation |
| Fruit/vegetable juice (pre-treatment) | 10-15 | ≤70 | Slow enzymatic browning |
| Dairy products (filling) | 15-25 | ≤65 | Prevent condensation, control microorganisms |
| Bakery products (cooling) | 20-25 | ≤60 | Prevent product moisture absorption |
| Health foods (tableting) | 20-26 | 40-60 | Ensure material flowability |
Key Control Measures
- Temperature control accuracy should reach ±2°C, humidity control accuracy ±5%RH
- Use independent air conditioning units for temperature and humidity sensitive areas to avoid influence from other zones
- Install real-time temperature and humidity monitoring systems with automatic alarms for out-of-limit conditions
4.3 Pressure Differential Control
Pressure differential control is an important means of preventing contaminated air backflow and maintaining clean environments.
Pressure Gradient Principle
Clean Operation Area (Highest Pressure) > Semi-clean Operation Area > General Production Area > Outdoor AtmospherePressure Differential Settings
- Between rooms of different cleanliness levels: ≥5 Pa
- Between clean and non-clean areas: ≥10 Pa
- Between clean area and outdoors: ≥15 Pa
Pressure Differential Monitoring
- Critical areas (such as filling rooms) should have pressure differential sensors installed for real-time monitoring and recording
- Production should stop when pressure differential is abnormal, and may only continue after identifying the cause and restoring normal conditions
4.4 Illumination and Noise Control
| Parameter | Standard Value | Notes |
|---|---|---|
| General work area illumination | ≥300 lux | Meet daily operation needs |
| Inspection area illumination | ≥500 lux | Ensure testing accuracy |
| Emergency lighting | ≥10% of normal lighting | Ensure personnel evacuation during power outage |
| Noise | ≤65 dB(A) | Protect operator hearing health |
5. Air Purification System Design
5.1 Purification Air Conditioning System Classification
| System Type | Application Scenario | Characteristics |
|---|---|---|
| Centralized purification AC system | Large area, multiple rooms with uniform cleanliness requirements | High initial investment, high operating energy consumption, easy centralized management |
| Distributed purification AC system | Small area, independent cleanliness requirements | High flexibility, no mutual interference, easy zone control |
| Hybrid purification AC system | Some rooms high cleanliness, others low cleanliness | Combines advantages of both, suitable for multi-process workshops |
5.2 Air Treatment Process
Typical Air Treatment Process
Fresh air inlet → Fresh air pre-filter (G4) → Fresh air medium filter (F7-F8)
→ Mix with return air → Surface cooler (cooling and dehumidification) → Heater (reheating for humidity control)
→ Supply air medium filter (F8-F9) → Fan pressurization → Supply air duct
→ HEPA filter (H13-H14, installed at terminal supply outlet) → CleanroomFilter Configuration Recommendations
| Filter Level | Filtration Efficiency | Installation Location | Service Life |
|---|---|---|---|
| Pre-filter (G3-G4) | 40%-90% for ≥5μm particles | Fresh air inlet, return air outlet | 1-3 months |
| Medium filter (F7-F9) | 80%-95% for ≥1μm particles | Middle section of AHU | 3-6 months |
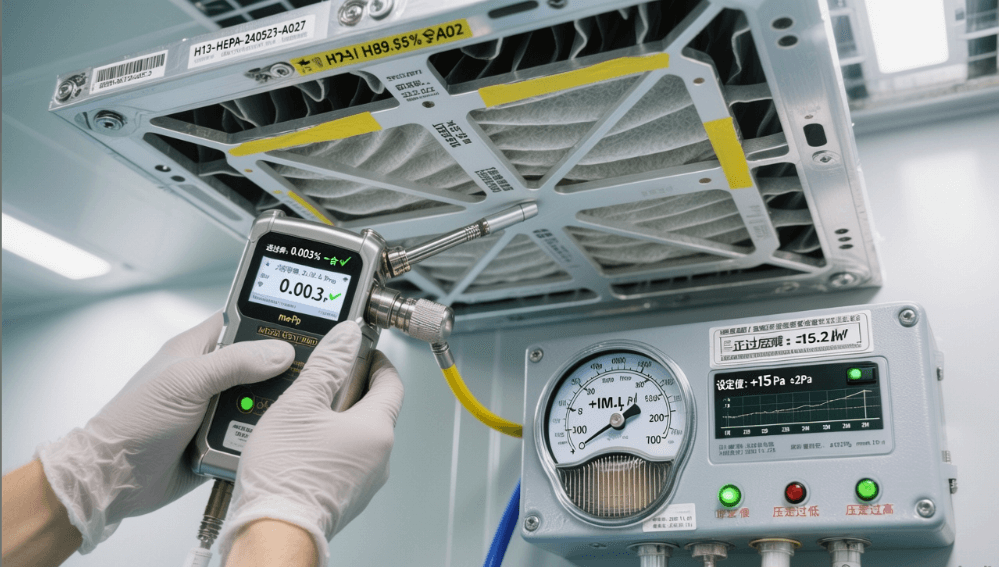
| HEPA (H13-H14) | 99.97%-99.995% for ≥0.3μm particles | Terminal supply outlet | 2-3 years |
| ULPA (U15-U17) | ≥99.9995% for ≥0.12μm particles | Local Class 100 laminar flow hood | 2-3 years |
5.3 Airflow Organization Patterns
5.3.1 Non-unidirectional Flow (Turbulent Flow)
- Principle: HEPA-filtered clean air is supplied through outlets and mixes with room air to dilute contaminants
- Application: Areas requiring Class 100,000 or lower cleanliness
- Supply method: Top supply side return, top supply top return
- Air changes: Class 100,000: 15-25 times/h, Class 10,000: 25-35 times/h
5.3.2 Unidirectional Flow (Laminar Flow)
- Principle: Airflow moves in a single direction at uniform velocity, "pushing" contaminants out of the work area
- Application: Local Class 100 areas (such as above filling heads)
- Supply method: Vertical unidirectional flow (top supply bottom return), horizontal unidirectional flow (side supply side return)
- Supply velocity: Vertical flow 0.25-0.45 m/s, horizontal flow 0.35-0.55 m/s
5.3.3 Mixed Flow
- Principle: Main area uses non-unidirectional flow, critical workstations use unidirectional flow above
- Application: Filling workshops and other locations requiring local high cleanliness
- Advantage: Balances cleanliness and energy efficiency
5.4 Fresh Air Volume and Exhaust Volume
Fresh Air Volume Determination Principle
Take the maximum of the following three values:
- Fresh air volume to compensate for indoor exhaust and ensure positive pressure requirements
- Fresh air volume required for indoor personnel (≥40 m³/h per person)
- Fresh air volume required for indoor air quality (air change method)
Exhaust System Setup
- Raw material processing and heat processing areas should have independent exhaust systems
- Exhaust volume should be less than supply volume to ensure room positive pressure
- Exhaust containing harmful substances or high humidity should be treated before discharge
- Exhaust outlets should be far from fresh air inlets to avoid contaminated air recirculation
6. Personnel and Material Flow Organization
6.1 Personnel Purification Process
Standard Personnel Purification Procedure
Shoe changing area → First change (remove outer clothing, store personal items)
→ Washing area (restroom, toilet)
→ Second change (put on clean work clothes, cap, mask)
→ Airlock buffer room/Air shower
→ Third change (hand disinfection, put on gloves, shoe covers)
→ Enter clean operation areaDesign Points
- Changing room per capita area ≥1.2 m²
- Barriers or partitions should be set between first and second change areas to avoid cross-contamination
- Air shower duration 15-30 seconds, wind speed ≥20 m/s
- Hand washing facilities should use non-manual switches (sensor-activated, foot-operated, elbow-operated)
- Hand disinfection can use 75% alcohol, quaternary ammonium salt disinfectants, etc.
6.2 Material Flow Purification Process
Typical Material Entry Process into Clean Area
Outer packaging removal → Surface cleaning and disinfection → Pass-through window/Cargo air shower → Inner packaging area temporary storage → Enter production linePass-through Window Design Requirements
- Doors on both sides should have interlocking function to prevent simultaneous opening
- Interior should be equipped with UV lamps or ozone generators for disinfection
- Pass-through window interior should maintain positive pressure to prevent external air entry
Cargo Air Shower (Material Air Shower)
- Used for surface dust removal of large materials or turnover boxes
- Shower duration 30-60 seconds, wind speed ≥20 m/s
- Set interlocking doors to ensure unidirectional material flow
6.3 Waste and Contaminated Material Flow Lines
- Contaminated material exits should be separated from clean material entries to avoid reverse contamination
- Set up dedicated contaminated material channels and temporary storage rooms
- Contaminated material storage rooms should maintain negative pressure to prevent odor diffusion
- Waste should be cleared daily and not allowed to remain in clean areas
7. Building Decoration and Material Selection
7.1 Walls and Ceilings
Wall Requirements
- Surface should be flat, smooth, crack-free, non-dusting, corrosion-resistant, and easy to clean and disinfect
- Junctions between walls and floors, walls and ceilings should have rounded corners (R≥50 mm)
- Common materials: Color steel sandwich panels (thickness 50-100 mm), epoxy resin coatings, PVC panels
Ceiling Requirements
- Should have good sealing and load-bearing capacity
- Surface flat, non-dusting, resistant to cleaning and disinfection
- Convenient for installation and maintenance of HEPA filters, lighting fixtures, air outlets, etc.
- Common materials: Color steel sandwich panel ceilings, aluminum honeycomb panel ceilings
7.2 Flooring
Floor Performance Requirements
- Wear-resistant, corrosion-resistant, non-slip, non-dusting, easy to clean
- Certain impact resistance (suitable for forklift and other equipment traffic)
- Good integrity, few joints, rounded corners at wall junctions
Common Floor Materials
| Material Type | Applicable Areas | Advantages | Disadvantages |
|---|---|---|---|
| Epoxy self-leveling floor | Clean operation area, filling area | Seamless, easy to clean, aesthetically pleasing | Average heavy load capacity |
| Polyurethane self-leveling floor | Food processing area | Corrosion-resistant, impact-resistant, good flexibility | Higher cost |
| PVC roll flooring | Changing rooms, auxiliary areas | Non-slip, comfortable, quick installation | Average wear resistance |
| Terrazzo floor | Raw material processing area | Wear-resistant, heavy load capacity, economical | Many joints, difficult to clean |
Floor Slope and Drainage
- Rooms with drainage requirements should have floor slope ≥1%
- Drainage channels should use stainless steel covers for easy cleaning
- Floor drains should have water seals (depth ≥50 mm) to prevent odor backflow
7.3 Doors and Windows
Door Requirements
- Clean area doors should be flat, smooth, not prone to dust accumulation, easy to clean
- Clean operation area doors should use automatic door closers or automatic sensor doors
- Door frames and walls should be sealed
- Common materials: Stainless steel doors, color steel panel doors, steel fire doors
Window Requirements
- Clean areas should not have exterior windows; if natural lighting is needed, use fixed windows
- Interior windows (observation windows) should be flush with interior walls for easy cleaning
- Glass should be safety glass or double-layer insulated glass
- Window sills should be sloped (angle ≥45°) to avoid dust accumulation
7.4 Pipe Wall Penetration Treatment
- When pipes penetrate clean area walls and ceilings, penetration holes should be tightly sealed
- Use non-combustible materials (such as fire clay, rock wool, etc.) for sealing
- External surfaces of penetrating pipes should be rust-proofed and anti-corrosion treated
8. Water Supply/Drainage and CIP/SIP Systems
8.1 Water Supply System
Water Quality Requirements
- Production water should comply with GB 5749 "Sanitary Standards for Drinking Water"
- Process water in direct contact with food should use purified water, deionized water, etc. based on product characteristics
- Water tanks and pipe materials should use food-grade stainless steel (SUS304 or SUS316L)
Pipe Design
- Main water supply pipes should be arranged in a ring to ensure stable water supply
- Branch pipes should avoid dead ends to prevent stagnant water
- Pipes should have appropriate slope (≥0.3%) for easy drainage
- Pipes should have cleaning, disinfection, and sampling interfaces
8.2 Drainage System
Drainage Principles
- Drainage system should match production processes and cleanliness zoning
- Clean area and contaminated area drainage should be set up separately to avoid cross-contamination
- Drainage pipes should have sufficient slope (≥2%) to prevent water accumulation
Floor Drain Setup
- Clean operation areas should minimize floor drains; if necessary, use odor-proof, insect-proof, easy-to-clean sealed floor drains
- Floor drains should be regularly cleaned and disinfected to prevent microbial growth
8.3 CIP (Clean-in-Place) System
System Components
- CIP storage tanks (alkali tank, acid tank, purified water tank)
- CIP pumps, heat exchangers, pipes, valves, control systems
- Recovery tanks (for cleaning solution recycling)
Cleaning Procedure (Typical Five-Step Method)
- Pre-rinse: Room temperature water rinse to remove most residues (5-10 minutes)
- Alkali wash: 2%-3% NaOH solution, 70-80°C circulation cleaning (15-30 minutes)
- Intermediate rinse: Room temperature water rinse to remove alkali residue (5-10 minutes)
- Acid wash: 1%-2% HNO₃ solution, 60-70°C circulation cleaning (10-20 minutes)
- Final rinse: Purified water rinse until pH neutral (5-10 minutes)
Design Points
- Pipe inner surface roughness Ra≤0.8 μm to reduce residue
- Use automatic valves to avoid contamination from manual operation
- Set up online monitoring of cleaning effectiveness (conductivity, turbidity, temperature, etc.)
8.4 SIP (Sterilize-in-Place) System
Sterilization Methods
- Pure steam sterilization: 121°C-134°C, maintain for 30-60 minutes
- Superheated water sterilization: 85°C-95°C, maintain for 30-60 minutes
Application Scenarios
- Sterilization of pipes, tanks, and valves in aseptic filling systems
- Periodic sterilization of key equipment such as fermentation tanks and batching tanks
Design Points
- Steam quality should meet pure steam requirements (no non-condensable gases, particles, microorganisms)
- System should have temperature and pressure monitoring points to ensure sterilization effectiveness
- After sterilization, use sterile air for cooling to avoid secondary contamination

9. Electrical and Automation Control
9.1 Lighting System
Lighting Methods
- General lighting: Use cleanroom-specific LED purification fixtures
- Emergency lighting: Set up at evacuation routes, safety exits, and other key locations
- Local lighting: Inspection areas, instrument observation areas can add local lighting
Fixture Selection
- Fixtures should be flush-mounted, with flat surfaces, easy to clean
- Lamp covers should use transparent, non-dust-accumulating materials (such as acrylic, tempered glass)
- Fixture protection rating ≥IP54
9.2 Power Distribution System
Power Supply Levels
- Clean air conditioning, refrigeration equipment, key production lines: Secondary load (dual power supply)
- Emergency lighting, fire equipment, security monitoring: Primary load (equipped with UPS or emergency generator)
Electrical Wiring Installation
- Cables and wires should be concealed in conduits within technical interlayers or walls
- No exposed wiring in cleanrooms to avoid dust accumulation and cleaning difficulties
- Wall penetration holes should be sealed
9.3 Automation Control and Monitoring Systems
Environmental Monitoring System
Real-time monitoring and recording of the following parameters:
- Temperature, humidity
- Pressure differential
- Cleanliness (suspended particle count, airborne microbial count)
- Illumination, wind speed
Interlocking Control
- Air conditioning system automatically adjusts based on temperature and humidity feedback
- Automatic alarm and supply/exhaust air volume adjustment when pressure differential is abnormal
- Interlocking with access control system to record personnel entry and exit
Data Management
- Data should be automatically recorded and stored for ≥2 years
- Support remote query, export, and report generation
- Comply with HACCP, GMP, and other quality management system requirements
10. Special Requirements for Typical Food Categories
10.1 Beverages (Tea Drinks, Fruit Juice, Protein Drinks)
Process Characteristics
- Heat-sensitive raw materials prone to oxidation and browning
- High-sugar products prone to fermentation
- Filling process requires high aseptic environment
Design Points
| Key Process | Environmental Parameters | Special Measures |
|---|---|---|
| Tea extraction/Fruit juice pressing | Constant temperature 18-26°C, humidity 30%-70%, Class 100,000 | Light-proof design, sealed conveying, rapid process |
| Blending and temporary storage | Constant temperature 20-25°C, Class 100,000 | Light-proof or use specific light sources, sealed tanks |
| Filling and sealing | Class 10,000 background + local Class 100 | High-efficiency filtration, positive pressure isolation, CIP/SIP system |
10.2 Dairy Products (Liquid Milk, Fermented Milk)
Process Characteristics
- Extremely high microbial control requirements
- Milk protein easily denatured, temperature sensitive
- Prone to condensation, strict humidity control required
Design Points
- Filling area cleanliness: Class 10,000 background + Class 100 filling heads
- Temperature control: 15-25°C, prevent condensation and microbial growth
- Fermentation room: Independent temperature and humidity control, temperature accuracy ±1°C
- CIP/SIP system: Fully automatic cleaning and sterilization, ensure no pipe residue
10.3 Bakery Products (Pastries, Bread)
Process Characteristics
- Cooling process susceptible to microbial contamination
- Products prone to moisture absorption, affecting taste and shelf life
Design Points
- Cooling area: Class 100,000 cleanliness, temperature 20-25°C, humidity ≤60%
- Inner packaging area: Class 100,000 to Class 10,000, prevent mold spore contamination
- Airflow organization: Cooling area uses top supply bottom return to avoid hot air rising and carrying floor dust
10.4 Health Foods (Tablets, Capsules)
Process Characteristics
- Reference pharmaceutical GMP standards, high cleanliness requirements
- Strict temperature, humidity, and cross-contamination control
Design Points
- Tablet pressing/Capsule filling area: Class 100,000 to Class 10,000
- Material weighing and mixing area: Class 100,000, independent exhaust
- Strict separation of personnel and material flow to avoid cross-contamination between different products
- Use sealed conveying systems (such as vacuum feeding, pneumatic conveying)
11. Key Control Points for Project Implementation
11.1 Design Phase
Process Layout Review
- Whether personnel flow, material flow, and waste flow are reasonably separated
- Whether cleanliness zoning meets production requirements
- Whether functional room areas meet equipment layout and operation space requirements
Equipment Selection and System Configuration
- Whether air conditioning system cooling and heating load calculations are accurate
- Whether filter configuration levels match cleanliness requirements
- Whether CIP/SIP system covers all key equipment
11.2 Construction Phase
Construction Environment Control
- Construction site should be enclosed management to reduce dust pollution
- Materials entering site should be checked for certificates and inspection reports
- Color steel panel installation should strictly control joint sealing
Key Process Quality Control
| Process | Control Points | Acceptance Standards |
|---|---|---|
| Color steel panel installation | Panel verticality, flatness, joint sealing | Verticality ≤3 mm/m, no visible gaps in joints |
| Floor construction | Base treatment, coating thickness, surface flatness | Surface flatness ≤2 mm/2m, no peeling or cracks |
| HEPA filter installation | Frame sealing, leak testing | Scanning leak test, penetration rate ≤0.01% |
| Duct fabrication and installation | Inner surface cleanliness, flange sealing | Inner surface free of oil and dust, flange leakage ≤2% |
11.3 Commissioning Phase
System Joint Commissioning
- Air conditioning system individual commissioning → Joint commissioning → Load commissioning
- Temperature, humidity, pressure differential adjusted to design values
- Wind speed, air change rate testing
- HEPA filter scanning leak test
Common Problems and Solutions
| Problem | Cause Analysis | Solution |
|---|---|---|
| Pressure differential not meeting standards | Poor door/window sealing, supply/exhaust air volume mismatch | Check and repair sealing, adjust air dampers |
| Large temperature/humidity fluctuations | Improper sensor position, unreasonable control parameter settings | Recalibrate sensors, optimize PID parameters |
| Cleanliness exceeding standards | Filter installation leakage, indoor dust sources not removed | Leak test and repair, clean indoor debris |
12. Acceptance and Operation Management
12.1 Project Acceptance
Acceptance Procedure
- Contractor self-inspection → Owner pre-acceptance → Third-party testing → Final acceptance
- Acceptance content includes: Engineering documents, appearance quality, system functions, performance parameters
Performance Testing Items
| Testing Item | Testing Method | Acceptance Standard |
|---|---|---|
| Suspended particle count | GB/T 16293-2010 | Meets design cleanliness level |
| Airborne/Settling bacteria | GB/T 16294-2010 | Meets enterprise internal control standards |
| Temperature and humidity | Continuous 24h monitoring with temperature/humidity meter | Meets design parameters ± allowable deviation |
| Pressure differential | Pressure differential gauge measurement | Meets design requirements |
| Illumination | Illumination meter measurement | ≥Design illumination |
| Noise | Sound level meter measurement | ≤65 dB(A) |
Third-Party Testing Organizations
It is recommended to commission third-party testing organizations with CMA or CNAS qualifications for acceptance testing. Testing reports can serve as basis for regulatory authority applications.
12.2 Operation and Maintenance Management
Daily Maintenance
- Daily: Check temperature, humidity, pressure differential for normality; clean floors and equipment surfaces
- Weekly: Clean air outlets and return air grilles; check filter pressure differential
- Monthly: Replace pre-filters (based on pressure differential); check CIP/SIP system operation status
Periodic Testing
- Quarterly: Cleanliness testing (suspended particles, airborne bacteria)
- Semi-annually: HEPA filter leak testing
- Annually: Comprehensive performance qualification (PQ), generate annual verification report
Personnel Training
- New employee onboarding training: Cleanroom basics, gowning procedures, operation SOPs
- On-the-job training: ≥1 time per year, including hygiene standards, equipment operation, emergency response
- Training records should be archived for inspection
Document Management
Establish and maintain the following records:
- Environmental monitoring records (temperature, humidity, pressure differential, cleanliness)
- Equipment maintenance records
- Cleaning and disinfection records
- Personnel training records
- Deviation handling and corrective/preventive action (CAPA) records
Conclusion
Food industry cleanroom design is a systematic engineering project involving multiple professional fields including process, architecture, HVAC, water supply/drainage, electrical, and automation. Designers should deeply understand food production process characteristics and food safety risk control points, follow relevant standards and specifications, adopt scientific design methods and mature engineering technologies to create safe, efficient, and economical production environments for food enterprises.
With consumers' continuously increasing requirements for food safety and quality, as well as the continuous strengthening of national regulatory efforts, food industry cleanroom construction standards will become increasingly stringent. In the future, intelligence, digitalization, and green energy efficiency will become important development directions for cleanroom design.
About Us
Guangdong Keyao Cleanroom & MEP Engineering Co., Ltd. was established in 2012 and is a council member of Guangdong Clean Industry Association and a "Contract-abiding and Credit-worthy" enterprise in Guangdong Province. The company focuses on providing comprehensive cleanroom environment technology solutions and engineering construction services for food and beverage, biopharmaceutical, medical and healthcare industries.
Core Business Areas
- Food industry cleanrooms (beverages, dairy products, bakery products, health foods, etc.)
- Biopharmaceutical cleanrooms (GMP standards)
- Medical cleanroom special departments (operating rooms, ICU, laboratory departments, central sterile supply departments, etc.)
- Laboratory cleanroom engineering (microbiology laboratories, PCR laboratories, constant temperature and humidity laboratories, etc.)
Technical Capabilities
- Building decoration engineering professional contracting qualification
- Building mechanical and electrical installation engineering contracting qualification
- Building engineering general contracting qualification
- Medical device business license
- Over 10 utility model patents and invention patents
Service Clients
Over 13 years, Keyao has provided cleanroom engineering services to more than 100 enterprises, with clients including well-known cosmetics groups, A-share listed health product companies, multiple Grade-A hospitals and pharmaceutical enterprises, and regional tea and juice brands. Our engineering quality and service level have been widely recognized by clients, and we have been awarded the title of "Excellent Construction Enterprise" multiple times.
Contact Us
Guangdong Keyao Cleanroom & MEP Engineering Co., Ltd.
📞 0757-82065982
Business hours: 9:00-18:00 weekdays
Headquarters: Room 706, Building A, Phase 5, Tian'an Cyber Park, No. 1 Jianping Road, Guicheng Street, Nanhai District, Foshan City, Guangdong Province
13 Years Focused on Cleanroom Engineering | 100+ Successful Cases | 10+ Technical Patents
Professional cleanroom workshop solutions for food and beverage, dairy products, bakery products, and health food enterprises
Reference Standards: GB 50073-2013, GB 50687-2011, GB 14881-2013, etc.