

A complete analysis of the four hidden hazards in protein powder, meal replacement, and milk powder production workshops — with a real renovation case study and a proven 5-step solution.
The 4 Hidden Killers in Powder Cleanrooms — How Many Are Lurking in Your Workshop?
Last month, a factory manager named Wang called me. His first words: "Mr. Liang, the safety inspection bureau just issued a rectification notice. We have three months to complete dust explosion-proof upgrades — or face shutdown."
Before that notice even arrived, his problems had already been piling up: humidity spiked to 75% during the rainy season, causing milk powder to cake before packaging; a third-party test found total bacterial count approaching the limit, and the brand issued an ultimatum; a trace of milk protein was detected after switching to plant-based protein powder, nearly triggering an allergen complaint.
This is not an isolated case.
Anyone in the powder business knows that food powder production workshops look simple on the surface — just sieving, batching, mixing, and packaging. But in practice, every powder has its own temperament. Ultra-fine particles clump when exposed to moisture, become airborne with static, and can explode at high concentrations. Microbes, cross-contamination, dust explosion risk, moisture caking — let any one of these slip, and you're looking at scrapped batches or an overnight shutdown.
The core problem: most powder manufacturers' production environments simply don't match the quality standards their products demand.
Hidden Killer #1: Humidity — The Fatal Weakness in Powder Workshop Control
Protein powder, probiotic powder, and milk powder are as moisture-sensitive as a sponge. Once relative humidity exceeds 60%, powders start absorbing moisture, caking, and losing flowability. Consumers open the package, try to dissolve it — "won't dissolve," "hard lumps" — and the complaint calls start coming.
Think a few dehumidifiers are enough? Far from it. Powder workshop humidity control requires a stable year-round environment of 30–45% RH, with no "humidity leaks" from intake to packaging. The packaging step is especially critical — the last point where powder is exposed to air. Even a 5-percentage-point humidity spike means a time bomb on the shelf.
Hidden Killer #2: Microbes — The Life-or-Death Line in Milk Powder Workshop Design
Substandard milk powder workshop design makes microbial contamination inevitable.
China's national standard GB 23790 for infant formula is explicit: production areas must meet cleanroom requirements, and airborne and settling bacteria must stay within limits. Yet many facilities still rely on UV lamps and alcohol wipes. Once total bacterial count exceeds limits, you're not just scrapping a batch — you're facing regulatory penalties and brand trust collapse.
Cronobacter sakazakii — for anyone making infant formula, that name is a nightmare. Detection means more than fines; it means headlines.
Hidden Killer #3: Dust Explosion — The Sword of Damocles Over Your Workshop
Organic powders containing sugar, starch, or protein can explode when a spark meets the right concentration. This is not an exaggeration — every requirement in GB 15577 (Safety Code for Dust Explosion Prevention) was written in blood.
Many companies keep delaying dust explosion-proof workshop upgrades. The excuses: "nothing has happened yet," "renovation costs money," "it disrupts production." But safety inspectors won't wait — once a rectification notice is issued, the clock starts. Manager Wang learned this the hard way.
Hidden Killer #4: Cross-Contamination — The Allergen Trap in Protein Powder Workshops
What happens when a whey protein line switches to soy protein without thorough cleaning?
Even trace milk protein residue can be life-threatening to consumers with milk allergies. Protein powder workshops without proper physical separation and rapid changeover cleaning design are gambling every time they switch products. Win the gamble and nothing happens. Lose, and you're facing allergen complaints, lawsuits, and brand destruction.
This is especially acute for multi-product shared lines — meal replacement powders, solid beverages, spice powders — different formulas, different allergens, same production line. Without negative-pressure isolation and validated cleaning protocols, cross-contamination is a landmine waiting to go off.
Real Case: Manager Wang's Darkest Hours
Manager Wang of a well-known infant formula manufacturer in East China went through the hardest three months of his 20-year career last year.
His workshop had no cleanroom treatment — disinfection relied entirely on UV lamps. When the rainy season hit, relative humidity shot to 75%. Milk powder began lightly caking before packaging, causing the packaging machine to jam over 15 times per month, wasting production capacity.
Then a batch was flagged by a third-party test with bacterial count approaching the limit. Though it didn't exceed the threshold, the brand immediately issued an ultimatum: "Fix the workshop environment within three months or we terminate the contract."
Shortly after, a trace of milk protein was detected during a switchover to plant-based protein powder. No consumer incident occurred, but the internal alarm was clear — next time might not be so lucky.
The final blow came from the safety bureau: visible dust accumulation, no explosion relief vent on the dust collector, non-explosion-proof electrical equipment. Written notice, three-month deadline.
Surrounded on all sides.
"During that period, I couldn't sleep at night. Brand audits, safety rectification, product quality on a tightrope — it felt like everything could collapse at any moment."
— Manager Wang
The Solution: A 5-Step Method for Building a Food Powder GMP Workshop
The good news: all of these problems are solvable.
Through years of serving powder manufacturers, we've developed a validated methodology for building food powder GMP workshops — not demolish-and-rebuild, but targeted fixes for the most critical issues based on your existing conditions.
Step 1: Dual-Zone Design for Explosion-Proof and Cleanroom Requirements
Divide the workshop into three zones: "Explosion-Proof Cleanroom Zone" (dust-generating processes: sieving, mixing, packaging), "General Cleanroom Zone" (raw material unpacking, weighing, staging), and "Non-Cleanroom Zone" (outer packaging, warehouse).
The explosion-proof cleanroom zone is designed to GB 15577: all equipment grounded, explosion-proof electrical, dust collection with explosion relief vents, while maintaining Class 100,000 cleanroom standards. Buffer rooms and pressure differentials between zones — explosion-proof zone at -5 to -10 Pa relative negative pressure, cleanroom zone at positive pressure — prevent dust spread while maintaining cleanliness.
Step 2: Precision Humidity Control — The Core of Meal Replacement Powder Cleanrooms
A desiccant wheel dehumidifier unit works in tandem with the cleanroom air handling unit to lock humidity at 30–45% RH year-round. Supply air uses a top-supply/side-low-return airflow pattern to avoid direct airflow onto materials.
Critical points — packaging machine feed ports, staging hoppers — get an additional local drying enclosure. "Macro environment humidity control + micro environment reinforcement" provides double protection. Online temperature/humidity sensors feed real-time data to the central control system with automatic alarms on exceedance.
Whether you're making meal replacement powder, protein powder, or running a solid beverage production workshop, humidity control is non-negotiable.
Step 3: Dust Collection and Explosion-Proof Dust Removal System
Every dust-generating point — sieving machines, mixers, packaging machines — gets a sealed suction hood, with ducts leading to an explosion-proof dust collector. The collector is equipped with explosion relief vents, isolation valves, spark detection, and suppression devices.
Online dust concentration monitors are installed throughout the workshop. When concentration approaches 25% of the lower explosive limit, automatic alarms trigger increased ventilation. Floors, walls, and equipment surfaces all use rounded-corner designs — no hiding places for dust.
Step 4: Rapid Cleaning and Cross-Contamination Prevention
Physical barriers separate different formula lines, with dust-generating areas maintained at relative negative pressure. Equipment pipe connections use quick-release clamps for fast disassembly and cleaning. Workshop finishes use seamless rounded corners — zero sanitation dead zones.
A color-coding management system assigns different colored tools to different formulas. Strict cleaning validation procedures include swab sampling for allergen residue testing, with documented records for every product changeover.
Step 5: Online Environmental Monitoring and Batch Traceability
Particle counters, airborne bacteria samplers, temperature/humidity sensors, differential pressure sensors, and dust concentration monitors are deployed at critical process points. Data feeds in real time to the MES system, linked to production batch numbers.
Every batch automatically generates an "environmental batch record" — quality traceability, customer audits, safety inspections, all covered by one report. Upgrading from "passive inspection" to "active control" — that's what a Guangdong food cleanroom should look like.
Manager Wang's Turnaround: The Numbers Speak
We designed and built a Class 100,000 cleanroom with humidity control and dust explosion compliance for Manager Wang's factory.
Post-renovation results:
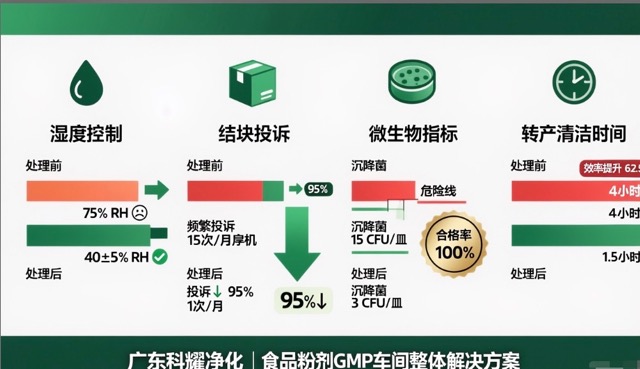
| Metric | Before | After |
|---|---|---|
| Workshop relative humidity | Spiked to 75% in rainy season | Stable at 40±5% RH |
| Caking complaint rate | Baseline | Down 95% |
| Packaging machine jams | 15 times/month | 1 time/month |
| Packaging efficiency | Baseline | Up 30% |
| Air settling bacteria | Avg. 15 CFU/dish | 3 CFU/dish |
| Microbial test pass rate | — | 100% for 12 consecutive months |
| Changeover cleaning time | 4 hours | 1.5 hours |
| Dust explosion compliance | Non-compliant | Passed inspection first attempt |
Manager Wang later said something that stuck with me:
"Before, customer audits always made me nervous. Now, inspectors walk into the workshop and give a thumbs up — and we've been getting more orders too."
Time to Give Your Powder Workshop a Check-Up
A great powder product starts with a great formula — and succeeds with a great environment.
If your food powder production workshop is struggling with humidity, microbial risk, dust explosion pressure, or cross-contamination hazards — don't wait for a rectification notice to take action.
Guangdong Keyao Purification Electromechanical Engineering Co., Ltd. has been focused on cleanroom engineering for 13 years, serving over 100 enterprise clients. We provide complete "high-cleanliness + humidity-controlled explosion-proof" workshop solutions for the food powder industry.
Get in touch with Keyao:
☎️ Phone: 13929950401
WeChat: Follow the "广东科耀" official account or scan the QR code below to add WeChat

Website: www.gdforyou.com
📊 Project Results Showcase

About Guangdong Keyao
Guangdong Keyao Purification Electromechanical Engineering Co., Ltd. has been focused on cleanroom engineering for 13 years, serving over 100 clients with more than 10 technical patents.
Three core specializations: Industrial Cleanrooms (food powder, biopharma, medical devices, electronics/optics), Medical Cleanrooms (operating rooms, ICU, laboratory departments), and Laboratory Cleanrooms (PCR labs, microbiology labs, constant temperature/humidity labs).
Guangdong Cleanroom Industry Association Council Member | Guangdong "Contract-Honoring and Credit-Worthy" Enterprise | Construction Decoration Engineering Professional Contractor Qualification
Eliminating caking, microbial risk, and explosion hazards from powder production — that is our commitment to every food powder cleanroom we build.