

Where Does a Quality Light Begin?
"Zhou, the museum called again." The assistant's voice carried difficulty. "They said the high-CRI LED modules we supplied last year now have color temperature consistency issues. The difference is clearly visible in the same scene, affecting the exhibition quality."
On the other end of the phone was Zhou, Technical Director of a high-end commercial lighting manufacturer in East China. Putting down the phone, he pushed open his office door and walked to the workshop.
This problem had persisted for six months.
On the production line, COB integrated packages occasionally showed edge darkening after the phosphor dispensing process, with a defect rate hovering around 3%. The cause was unknown, and losses were severe.
The data from the optical testing laboratory was also unstable - the same batch of products tested in the morning and afternoon showed systematic deviations. Whenever the air conditioning turned on or off, the binning went chaotic, making it impossible to ensure consistency in the complete lighting fixture's optical performance.
This was not an isolated case.
In the LED lighting manufacturing field, many companies face similar problems: no issues with equipment, processes, or personnel, yet the optical performance of their products remains unpredictable and uncontrollable, like opening a "blind box."
What is the root cause of the problem?
Three "Invisible Killers"
Mysterious Light Decay and Color Temperature Drift
Lighting fixtures perform normally when leaving the factory, but after several months of use, they show decreased brightness or color changes. Customers complain, "This light gets dimmer and dimmer" or "The color is wrong."
Repair analysis points to dust contamination or moisture intrusion during the packaging process, but the factory cannot effectively intercept it. Because it's invisible to the naked eye and undetectable, the problem is only exposed after the product reaches the customer.
Unexplainable Batch Variations
Different batches of the same model lighting fixture show perceptible color temperature or brightness differences in the same scene.
Customers complain: "Why is this batch more yellow than the last one?"
Quality control suspects production environment fluctuations, but hygrometers show everything is normal. Testing equipment accuracy is also within the error range.
Random Failure Faults
Occasional dead or dim lights appear during finished product testing or use. Repair analysis points to ESD breakdown or packaging defects, but these cannot be located and eliminated during the production process.
Static electricity cannot be seen or touched, but its harm is fatal.
The Root Cause: Environmental "Invisible Violence"
When we deeply analyze these problems, we find a common point:
The root causes of all these problems lie in the production environment.
Dust's "Microscopic Attack"
LED chip packaging is a micron-level process. Key processes like die bonding, wire bonding, and phosphor dispensing have extremely high cleanliness requirements.
A single invisible dust particle falling on a chip can lead to:
- Poor gold wire contact → localized heating → accelerated light decay
- Uneven phosphor coating → color temperature deviation → color drift
- Bubbles in the packaging layer → moisture intrusion → chip deterioration → dead lights
These defects often cannot be detected at the factory, but are exposed months after product delivery.
Static Electricity's "Invisible Killer"
LED chips are extremely sensitive to static electricity. HBM (Human Body Model) test thresholds can be as low as 500V.
Operators walking, equipment running, and material friction can all generate static electricity. Without a complete ESD protection system:
- Static electricity on operators' hands → chip breakdown → dead lights
- Poor equipment grounding → charge accumulation → random failures
- Packaging materials carrying static → damage during transport → customer complaints
Environmental Fluctuation's "Boiling Frog"
Optical testing is extremely sensitive to the environment. With every 1°C change in temperature, the photoelectric parameters of LEDs undergo tiny drifts.
If the test room's environmental temperature is unstable:
- Morning 25°C, afternoon 24°C → test data deviation → chaotic binning
- Humidity fluctuation 55%-65% → phosphor moisture absorption → performance changes
- Air conditioning vibration → test bench micro-vibration → poor data repeatability
The accumulation of these tiny deviations is the root cause of batch variations and customer complaints.
Insights from a Real Case
Let's return to Zhou's story.
In the summer of 2023, our team entered their factory.
Step 1: 72-Hour Precise Diagnosis
We used infrared thermal imagers, vibration analyzers, particle counters, and other professional equipment to conduct 72 hours of continuous monitoring on key processes.
Discovery 1: Cleanliness Issue in Phosphor Dispensing Process
The workshop as a whole was Class 10,000 (ISO 7), but the phosphor dispensing workbench locally only had Class 100,000 cleanliness. Particle counters showed that during the phosphor dispensing process, the number of particles above 0.5μm instantly spiked to 500,000/m³.
Discovery 2: ESD Protection "Blind Spot"
Although there was anti-static flooring, there were no ionizers. ESD testers showed that the static potential at the chip unsealing workstation often exceeded 2000V.
Discovery 3: Environmental Fluctuation in Test Room
The optical test room did not have an independent constant temperature and humidity system and was obviously affected by air conditioning. Temperature and humidity recorders showed that within a single day, temperature fluctuation reached 2.8°C and humidity fluctuation by 20%.
Step 2: Tiered Renovation Implementation
Based on the diagnosis results, we developed a three-step renovation plan:
Core Clean Area Upgrade
- Establish Class 10,000 clean rooms for phosphor dispensing and encapsulation processes
- Equip key workstations with local Class 100 workbenches (unidirectional laminar flow design)
- Maintain environmental humidity stably below 40%
Full-Area Anti-Static System
- Equip ionizers at key workstations such as die bonding, wire bonding, and chip unsealing
- Perfect the grounding network to ensure timely static discharge
- Full-chain ESD protection for personnel, equipment, and materials
Stable Optical Testing Environment
- Build an independent constant temperature and humidity test darkroom
- 25±1°C constant temperature control, 50±5%RH constant humidity
- Perform vibration isolation on the foundation of testing equipment
Step 3: Data Verification
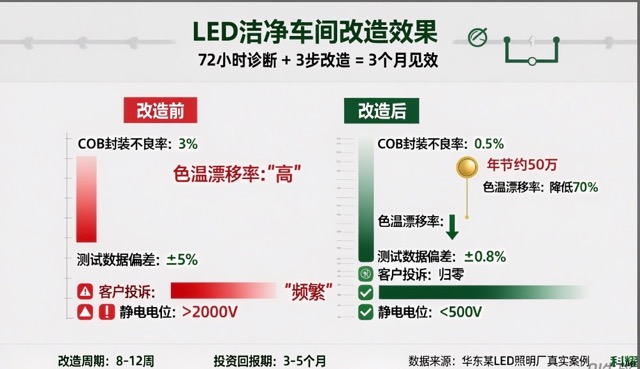
Three months after renovation completion, what were the results?
70% Reduction in Color Temperature Drift Rate Module long-term color temperature stability significantly improved, customer complaints eliminated.
COB Packaging Defect Rate Reduced from 3% to 0.5% Edge darkening problem basically resolved, annual cost savings exceeding 500,000 yuan.
Test Data Repeatability Greatly Improved Data deviation for the same batch of products tested in the morning and afternoon narrowed from ±5% to ±0.8%.
Fixture Beam Angle and Color Temperature Batch Consistency Reached Industry-Leading Level Became a key advantage in bidding for large museum projects.
This was not a "good enough" improvement, it was a qualitative leap.
Keyao's Answer: Optical-Grade Clean Production Environment
For the past 13 years, Guangdong Keyao Purification Electromechanical Engineering Co., Ltd. has focused on providing comprehensive clean environment technical solutions for the medical field, high-tech industry, and technology R&D industry.
In the LED lighting field, we deeply understand: from micron-level chip packaging to final lighting fixture assembly in the complete industrial chain, the fatal impact of dust, static electricity, and temperature/humidity fluctuations on product optical, electrical, and color performance.
Our role is clear:
Creating a "Chip-Level Packaging Micro-Dust Control" Clean Space
For core processes such as die bonding, wire bonding, and phosphor coating (dispensing), we provide high-standard clean environments of ISO 5-6 (Class 100/1000).
Through efficient filtration systems and unidirectional laminar flow design, we ensure sub-micron particles in the air are strictly controlled, preventing light decay acceleration, color drift, or dead light risks from the source.
Building a "Full-Area Anti-Static ESD Fortress System"
LED chips are extremely sensitive to static electricity (HBM model can be as low as 500V). We build full-chain static protection from human body, equipment to materials:
- Lay anti-static flooring and grounding networks
- Configure ionizers to neutralize charges at key workstations
- Use anti-static packaging and tools
This system minimizes potential static damage risks, ensuring the inherent performance and packaging yield of chips.
Creating a "Constantly Stable Optical Testing Environment"
In LED spectral separation, color temperature sorting, and finished product optical testing, tiny fluctuations in environmental temperature directly affect the accuracy of test data.
We provide high-precision constant temperature and humidity control (such as 25±1°C) for optical test areas, and isolate external vibration interference, ensuring every LED's photoelectric parameters are precisely measured and binned in a stable, repeatable environment.
Methodology: Three-Step Method for Building High-End LED Production Workshops
Step 1: Implement "Stepped Clean Zoning" Based on Process Sensitivity
Divide the workshop into "Core Clean Area" (die bonding, wire bonding, phosphor dispensing), "General Clean Area" (module assembly, aging), and "Auxiliary Area" (material preparation).
The core area uses high-grade clean air supply, maintaining positive pressure relative to adjacent areas. Personnel and materials between different areas must undergo effective purification buffer procedures (such as air showers, pass-through windows), preventing pollutants from lower-grade areas from spreading to higher-grade areas, achieving precise, energy-efficient environmental control.
Step 2: Establish "Static Protection and Monitoring Network" Throughout the Production Chain
From human body (anti-static wrist straps, work shoes, work clothes), work surface (anti-static mats), equipment grounding to workshop air (global ion neutralization), establish multi-level static discharge paths.
Set up real-time static monitoring points at key workstations (such as chip unsealing, die bonders) to ensure protection measures are always effective. And make static protection mandatory content for new employee training and daily inspections, forming a "human defense + technical defense" culture.
Step 3: Create "Independent, Stable, Dark" Professional Optical Testing Environment
Establish an independent isolation space for optical testing, equipped with precision air conditioning to ensure stable temperature and humidity.
Use dark light-absorbing materials for decoration to avoid stray light interference. The foundation of testing equipment needs vibration isolation treatment. Establish strict test environment access and monitoring procedures to ensure all optical data are generated in a controlled "black box," with accuracy related only to the product itself.
Our Role and Commitment
We firmly believe: the value of a quality light is half determined by the chip and design, and the other half shaped by the environment where it was born.
Guangdong Keyao Purification Electromechanical Engineering Co., Ltd., established in 2012, has complete professional qualification certificates and medical licenses, and has obtained utility model patents and invention patents, Guangdong "Contract-Abiding and Credit-Abiding," and is a council member of Guangdong Clean Industry Association.
We have served over 100 customers, establishing a good reputation in the industry, and won the title of "Excellent Construction Enterprise" in Guangdong Clean Industry.
Our commitment is simple:
Provide the cleanest and safest starting point for LED chips from wafer to LED package "throughout their lives."
Provide quality assurance from the inside out for every light you make, achieving improved luminous efficiency, consistent color temperature, and extended lifespan.
Are You Facing Similar Problems?
If you are an LED lighting manufacturer experiencing:
- Light decay, unstable color temperature issues
- Customer complaints from batch variations
- High dead light rates, frequent repairs
- Unstable test data, chaotic binning
These problems may not be equipment issues, not process issues, but production environment issues.
Want to know if your LED workshop cleanliness level meets standards? Need to evaluate the impact of environment on product quality?
Welcome to contact us for professional assessment.
About Keyao
Guangdong Keyao Purification Electromechanical Engineering Co., Ltd.
13 Years Focused on Clean Engineering
Served Over 100 Customers
Professional Fields:
- Medical Clean Special Departments: Operating Rooms, ICU, NICU, DSA, CCU, Delivery Rooms, Radiology, Laboratory, Pathology, CSSD, etc.
- Industrial Clean: Biopharmaceuticals, Health Products, Electronics, Optics, Medical Devices, Food and Cosmetics Workshops
- Laboratory Clean: Microbiology Laboratories, PCR Laboratories, Animal Rooms, Physical-Chemical Laboratories, Constant Temperature and Humidity Laboratories, etc.
Core Qualifications:
- Construction Electromechanical Installation Engineering Professional Contractor Qualification
- Council Member of Guangdong Clean Industry Association
- Utility Model Patents and Invention Patents
- Guangdong "Contract-Abiding and Credit-Abiding" Enterprise
- Guangdong Clean Industry "Excellent Construction Enterprise"
Contact Us
Guangdong Keyao Purification Electromechanical Engineering Co., Ltd.
📍 Headquarters Address: Room 706, Block A, Phase 5, Tian'an Cyber Park, No. 1 Jianping Road, Guicheng Street, Nanhai District, Foshan City, Guangdong Province
☎️ Phone: +86 139 2995 0401
Website: www.gdforyou.com
Project Results Showcase

Guangdong Keyao Purification Electromechanical Engineering Co., Ltd.
13 Years Focused on Clean Engineering | Providing Optical-Grade Clean Environment for LED Manufacturing