

The Hidden Secrets Behind a $3.2 Million Recall Loss
A Comprehensive Guide to Building High-End Functional Medical Consumables Production Facilities
The 3 AM Phone Call
Engineer Zhang had barely slept two hours when his phone rang.
On the other end was the company's sales director, voice urgent: "Zhang, we have a major problem. Three hospitals in East China are reporting that our June batch of silver-containing dressings has poor antibacterial performance—much worse than previous batches. The provincial drug administration has already launched an investigation."
Zhang sat up immediately. After nearly 8 years as quality director at this South China medical device company, this was his first time facing such a situation.
At 8 AM the next morning, an emergency meeting was called. The R&D department presented their test report: the three batches produced in June showed silver ion release rates 15%-22% lower than normal. The problem was—raw materials hadn't changed, formulation hadn't changed, production process hadn't changed. So what went wrong?
The answer came three months later.
That period happened to be the rainy season. Workshop relative humidity had drifted from the usual 50% to 65%, and temperature was unstable, fluctuating between 18°C and 23°C. These few percentage points of variation caused subtle changes in the hydrogel matrix structure—the silver ions were wrapped too tightly and couldn't release properly.
The final recall cost was $3.2 million. Worse still, the FDA certification originally planned for year-end was pushed back two years.
Zhang later told me: "After all these years in quality, I thought controlling raw materials, processes, and inspection was enough. I never expected that the workshop environment—something you can't see or touch—would be the real killer."
This Industry Runs Deeper Than You Think
I've worked with many medical device companies. Nine out of ten bosses making functional consumables have stepped into pitfalls.
One company making absorbable sutures had products that performed perfectly in animal trials—14-day degradation rate variance under 3%. But after mass production, some batches degraded in 10 days while others showed no reaction after 20 days. Investigation revealed that workshop humidity wasn't controlled properly, and the PLGA material had begun hydrolyzing during production.
Another factory making foam dressings marketed "high absorption, low adhesion" with impressive clinical trial data. But six months after production launch, customer complaints poured in about inconsistent absorption rates. When engineers examined the products, the foam pore structure was chaotic—nothing like the designed uniform distribution. Tracing back to the source, they found the foaming workshop temperature control only achieved ±3°C, while the process required ±1°C.
These problems share one thing in common: it's not that the technology is inadequate—the manufacturing environment can't keep up with technical requirements.
First Hurdle: Materials Are Too "Delicate"
Ordinary medical devices like syringes and catheters use relatively robust materials—a few degrees or percentage points of humidity variation in the workshop isn't a big deal.
But functional consumables are different.
For hydrogel dressings, a 2% humidity difference can affect water content, which in turn affects wound exudate management. I've seen a company produce two batches on the same day—one in Workshop Area A (48% humidity), one in Area B (52% humidity)—and the final products' absorption rates differed by 18%.
Foam materials are even more sensitive. If temperature is 1.5°C too high during foaming, pores become larger—better breathability but worse absorption. If temperature is 1.5°C too low, pores are smaller—better absorption but insufficient breathability. Quality inspection can't catch this because each piece individually looks "qualified," but batch-to-batch consistency can't be guaranteed.
Absorbable materials are another story entirely. Polymers like PLGA and PGA start degrading the moment they contact moisture. If workshop humidity isn't controlled, materials start "drifting" during production, and by the time they're implanted in the body, degradation rates completely miss clinical design targets.
One R&D director complained to me: "We spent 3 years tuning the formulation, achieving perfect performance curves in the lab. Then in the workshop, it was ruined within a month. The workshop said the environment was fine—everything met national standards. But national standards are set for ordinary cleanrooms, not for these highly sensitive materials."
Second Hurdle: No Shortcuts on Microbial Control
Many companies think achieving Class 100,000 (ISO 8) cleanroom standards is enough—after all, there's a sterilization step at the end to catch everything.
This thinking doesn't work for functional consumables.
Products like silver-containing dressings and collagen dressings often contain active ingredients that can't withstand high-temperature sterilization. Ethylene oxide sterilization carries residue risks, and irradiation sterilization damages material structure. What to do? The only option is source control—making the production environment itself achieve low microbial load.
What does this mean? Critical processes need Class 10,000 or even localized Class 100.
Steps like coating, cutting, and inner packaging must be done in Grade B or even Grade A environments. But I've seen too many companies with workshops still at Grade C or D standards, hoping terminal sterilization will "save the day."
The problems are:
- Initial bioburden too high means endotoxins still exceed limits after sterilization
- Some products simply can't be sterilized—they require aseptic production
- Even when sterilization is possible, high temperature and pressure affect functional component activity
An engineer who worked in Germany told me that when they designed workshops for antibacterial dressings, the air filtration system alone accounted for 35% of total investment. "In Europe, no one dares cut costs on microbial control. Because once problems occur, the entire production line must stop—losses far exceed spending a bit more on workshop construction."
Third Hurdle: Certification Requirements Are Strict
Products are made, performance is stable, but you still need to pass certification.
FDA and NMPA auditors love asking about workshop design.
"How is your airflow organized?" "What's the pressure differential between different cleanliness zones?" "How do you prevent cross-contamination between the silver ion coating area and downstream packaging?"
I know a company preparing for FDA certification when the auditor asked on-site: "Your workshop uses three functional raw materials simultaneously—silver ions, collagen, and silicone. If aerosols from these three materials cross-contaminate, will it affect product performance?"
The engineer was stunned. Because when building the workshop, they never considered this. The auditor immediately pointed out that airflow design was unreasonable—different raw material processing areas lacked effective isolation.
What happened? Remedial renovation took 7 months and cost 40% of the original construction budget. Certification that could have been obtained that year was delayed until the third year.
This isn't uncommon. Many companies hire general cleanroom engineering firms—experts at electronics workshops, food workshops, even ordinary medical device workshops. But for functional consumables, the environmental control logic is completely different. Teams unfamiliar with medical device regulations easily dig pitfalls.
What Does a Workshop That Actually Solves Problems Look Like?
Honestly, few domestic companies get functional consumables workshops right. Those I've seen doing well share several common characteristics.
Characteristic One: Fine-Grained Zoning
They don't apply one-size-fits-all to the entire workshop. Instead, they break down the production process, setting independent environmental parameters for each step.
Raw material pretreatment area—Grade C or D is usually sufficient, mainly controlling initial contamination to prevent dust and microorganisms from entering subsequent processes.
Core process area—coating, lamination, cutting—requires Grade A or B. Temperature and humidity are tightly controlled at ±1°C and ±2%RH with zero drift tolerance. Cleanliness must meet the highest standards.
Inner packaging area—for sterile or low-bioburden products, needs localized Class 100 laminar flow protection with real-time environmental parameter monitoring.
Outer packaging area—relatively relaxed, but still can't be careless—must prevent external contamination from backflowing.
I've seen a South China company making advanced dressings divide their 800 square meter workshop into 6 independent environmental control zones. Each zone's temperature, humidity, pressure differential, and air changes were simulated using computational fluid dynamics software. After production launch, batch-to-batch performance consistency jumped from 78% to over 97%.
Characteristic Two: Thoughtful Airflow Design
Functional consumables production often uses multiple special materials simultaneously. If workshop airflow isn't designed well, different materials will cross-contaminate.
The reliable approach is unidirectional flow + pressure gradient. From high-cleanliness to low-cleanliness zones, maintain 15-20Pa pressure differential. Air can only flow one direction—contaminants from lower-grade areas absolutely cannot backflow.
Above critical equipment like coating machines and laminators, add separate FFUs (Fan Filter Units) or laminar flow hoods to create localized ultra-clean environments at ISO 5 (Class 100).
For volatile components like organic solvents or silver ion aerosols, dedicated independent exhaust systems with negative pressure are needed to prevent diffusion to other areas.
One company making silver-containing dressings designed an independent exhaust channel specifically for the silver ion coating process, with a silver recovery device at the exhaust outlet. Not only did this solve contamination issues, but they also recover over $15,000 worth of silver raw materials annually—killing two birds with one stone.
Characteristic Three: Validation Planned Upfront
Many companies only start thinking about validation after the workshop is built. Then they discover monitoring points are poorly positioned, sampling ports are unreachable, data can't be automatically recorded—and everything must be redone.
Knowledgeable teams incorporate validation requirements during the design phase.
Hardware-wise, all environmental parameters (temperature, humidity, pressure differential, airflow velocity, cleanliness) have real-time monitoring with automatic data recording, accessible anytime. Critical equipment and piping materials and connection methods are designed considering future cleaning validation and maintenance. Personnel and material flow paths strictly follow "clean-to-dirty unidirectional flow" with no cross-contamination risks.
Software-wise, URS (User Requirement Specification), DQ (Design Qualification), IQ (Installation Qualification), OQ (Operational Qualification), PQ (Performance Qualification)—complete documentation. Cleaning validation sampling points and process validation test protocols are all pre-designed. When NMPA or FDA audits come, you speak with data—no worries.
One quality director told me he's been through 3 FDA audits, and his biggest takeaway is: "Auditors don't care how expensive your equipment is or how high your cleanliness level is. They look at one thing: can you prove with data that the environment is always under control? Companies that didn't prepare validation upfront often fail right there."
A Real Transformation
A Pearl River Delta company makes bioactive dressings containing collagen. Their product showed excellent results in clinical trials—healing speed over 30% faster than ordinary dressings. But after mass production, problems emerged: batch-to-batch collagen activity fluctuated over 20%. Some batches showed obvious effects; others performed no better than ordinary dressings.
They consulted several experts and finally identified three problems:
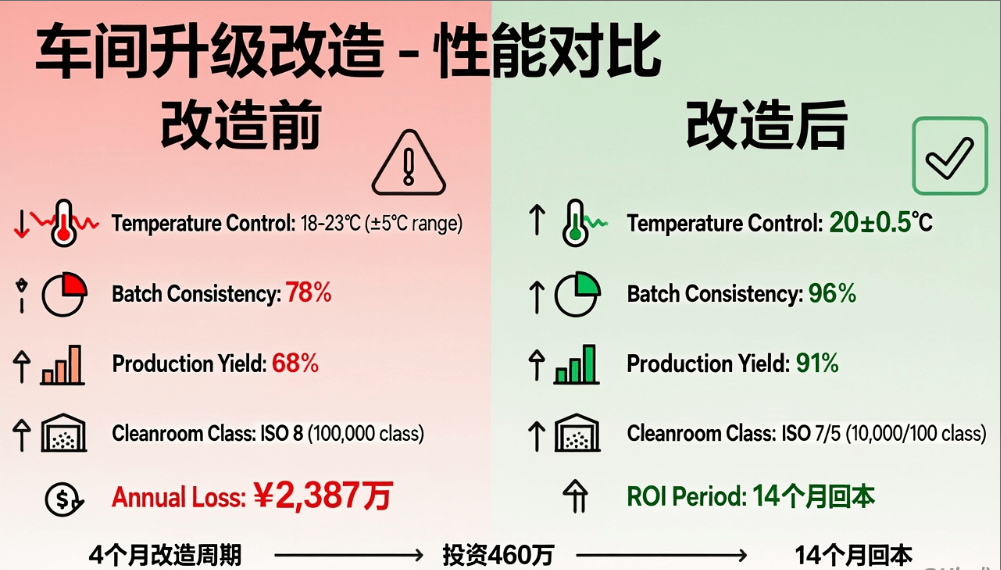
First, workshop temperature fluctuated too much. The range was 5°C (18-23°C), while the optimal process temperature window for collagen coating is only 20±1°C. When temperature drifts, collagen's spatial structure changes, and activity changes with it.
Second, humidity wasn't precisely controlled. Collagen forms fiber structures during drying. Unstable humidity means uneven fiber growth, directly affecting subsequent healing promotion.
Third, cleanliness was insufficient. The workshop was only Class 100,000 (ISO 8). Biological materials like collagen are particularly susceptible to microbial contamination—once activity is damaged, it doesn't recover.
The company committed to workshop renovation and hired an engineering team with medical device expertise. The renovation plan was detailed:
The core process area got independent constant temperature and humidity HVAC with temperature control precision of ±0.5°C and humidity ±2%RH.
Collagen coating, drying, and cutting areas upgraded from Class 100,000 to Class 10,000 (ISO 7); inner packaging area got localized Class 100 (ISO 5).
The entire workshop deployed 21 temperature/humidity sensors, 12 pressure differential sensors, and 8 particle counters, with data transmitted in real-time to the MES system and immediate alerts for any anomalies.
Supply and return air outlets were redesigned, simulated multiple rounds with CFD software, eliminating all previous airflow "dead zones."
Renovation took 4 months and cost $630,000. But results were immediate:
| Metric | Before | After | Improvement |
|---|---|---|---|
| Batch-to-batch collagen activity consistency | 80% | 96% | +16% |
| Production yield | 68% | 91% | +23% |
| NMPA GMP certification | — | First-time pass | — |
| CE certification | — | First-time pass | — |
| Annual production capacity | 1.2M pieces | 2M pieces | +67% |
One year later, product sales grew 230%, and the workshop renovation investment was recovered in 14 months.
More importantly, stable quality gave them advantages in bidding—they secured long-term supply contracts with several top-tier hospitals in South China and are now the regional benchmark in this niche.
Choosing Partners: Ask the Right Questions
Not everyone can build functional consumables workshops. Choosing the wrong partner means losing millions in investment is the small problem—products never reaching their performance potential is the big one.
I recommend asking potential partners three questions before deciding:
Question One: "How many functional consumables workshops have you built? What specific products?"
General cleanroom engineering companies may have done electronics workshops, food workshops, even ordinary medical device workshops. But functional consumables—especially products with bioactive ingredients or absorbable materials—have completely different environmental control logic.
Teams without actual case experience struggle to understand the relationship between "material characteristic sensitivity" and "environmental parameter precision."
Question Two: "How does your design support subsequent validation?"
Many engineering companies only care about getting the workshop built, ignoring future validation needs. The result: workshop is built, but when the company does IQ/OQ/PQ, they find monitoring points are poorly positioned, sampling ports are unreachable, data can't be recorded—everything must be redone.
Teams that truly understand medical device regulations pre-embed all validation "interfaces" during the design phase.
Question Three: "Does your team have engineers familiar with ISO 13485 and medical device GMP?"
Workshop construction isn't an isolated engineering project—it must serve the company's quality management system and regulatory compliance.
Engineers unfamiliar with medical device regulations might build a workshop with "beautiful technical parameters" that "can't pass certification."
An industry veteran once told me: "Choosing a workshop construction partner is like choosing a surgeon. You need to see how many similar 'surgeries' they've performed and their success rate—not how advanced their equipment is or how cheap their price."
Is Investing in the "Right" Workshop Worth It?
Many companies hesitate on workshop construction, mainly because they think the investment is too large.
But if you do the detailed math, you'll find: not investing in the workshop means paying costs several times the initial investment later.
Tangible Benefits
Higher environmental control precision means batch rejection rates drop sharply—5-15% yield improvement is common in this industry.
Stable production environment means equipment and personnel efficiency can be fully utilized—20-30% effective capacity increase is achievable.
First-time certification pass means no rework—saving at least 6-12 months. And time in the medical device industry means market opportunity.
Intangible Benefits
Product performance consistency is the core competitiveness of high-end medical devices and the foundation for winning hospital and distributor trust.
Stable quality gives companies confidence to raise prices instead of being trapped in "low-price competition."
Production lines meeting international standards are among the most valued assets by investors and potential acquirers.
I know a company that received Series A funding from a medical industry fund the second year after their workshop upgrade. The investor's due diligence report explicitly stated: "This company's production workshop is built to FDA standards, with environmental control systems reaching international advanced levels. This is key evidence we believe their products can enter international markets and an important basis for this investment decision."
Final Thoughts
China is now a global medical device manufacturing powerhouse, but in high-end functional consumables, there's still a gap with international giants.
The gap isn't in R&D—it's in manufacturing. Many Chinese companies' formulations and technology platforms are no worse than foreign competitors, but product performance stability and batch consistency often get stuck in the "last mile."
And this "last mile" largely depends on workshop environmental control capability.
The good news is that more and more medical device companies are recognizing this issue and willing to make real investments in "invisible" infrastructure. When manufacturing capability catches up with R&D innovation, China's functional consumables industry can truly move from "following" to "leading."
Contact Us
If your company is currently or planning to produce high-end wound dressings, hemostatic materials, absorbable sutures, or similar functional consumables, and you have questions about workshop construction or upgrades, we'd love to chat.
Guangdong Keyao Purification Mechanical & Electrical Engineering Co., Ltd. has 12 years of experience in medical cleanroom engineering, serving many medical device companies in South China with practical experience in functional consumables workshop construction.
What We Offer
- Free needs analysis and preliminary solution discussion
- Customized workshop design based on product characteristics
- Full-process technical support from construction to validation
- Compliance consulting meeting NMPA/FDA/CE requirements
📞 +86 139 2995 0401
Weekdays 9:00-18:00
Headquarters: Room 706, Building A, Phase 5, Tian'an Cyber Park, No. 1 Jianping Road, Guicheng Street, Nanhai District, Foshan, Guangdong, China
Project Results

Guangdong Keyao Purification Mechanical & Electrical Engineering Co., Ltd.
12 Years Focused on Cleanroom Engineering | Ensuring Stable Quality for High-End Medical Consumables