

The quality of a great toothpaste is half formula, half the cleanroom environment where it's made. Guangdong Keyao Purification Electromechanical Engineering Co., Ltd. — 13 years of cleanroom expertise, delivering complete "clean + temperature-controlled + cross-contamination-free" toothpaste production solutions.
1. Microbial Failures, Quality Issues — Do Any of These Sound Familiar?
Scenario 1: Microbial Exceedance, Entire Batch Scrapped
The QC report comes back. Total bacterial count: exceeded.
The production manager stares at the number — 1,200 cfu/g, against a standard of ≤500 cfu/g — in silence.
150,000 tubes of whitening toothpaste. All destroyed. Direct loss: ¥300,000. And a brand client lost.
The worst part: you know the problem is in cleanroom management, but you don't know where to start.
Scenario 2: Gritty Texture, Consumers Complain of "Scratching"
Consumers report the toothpaste feels "sandy" or "scratchy." Brand complaints keep coming.
You've checked the formula repeatedly. Raw materials are fine. The grinding equipment hasn't changed.
But the problem persists — airborne dust settling into the paste, grinding fineness impossible to control in an open environment. Microbial control and particle contamination share the same root cause: substandard cleanroom conditions.
Scenario 3: Flavor Carryover After Changeover
After producing mint toothpaste, you switch to strawberry children's toothpaste.
The next batch ships — and consumers report "it tastes like mint." The brand suspends orders and demands a special audit.
Cross-contamination from incomplete cleaning is one of the most hidden and damaging problems in oral care cleanroom production. Residue carryover affects flavor and introduces allergen risks.
Scenario 4: Failed Factory Audit, Annual Contract Lost
An international supermarket chain auditor walks through your facility:
- Cleanroom classification? No documentation.
- Temperature/humidity records? No continuous records.
- Cleaning validation procedures? Missing.
- Metal detection equipment? Insufficient.
- Differential pressure monitoring? Not installed.
Verdict: Fail. Annual bidding qualification: gone.
GMP certification and audit compliance are no longer bonus points — they're the baseline for entering major supply chains.
Scenario 5: EU Export Blocked, High-Value Order Lost
An EU buyer requests: production environment validation reports, cleaning validation records, heavy metal control documentation.
You search the entire facility. Not a single complete document.
EC 1223/2009 requirements can't be met with last-minute fixes. Without a systematic cosmetics cleanroom environmental assurance system, the export path is closed.
💡 Does any of these scenarios sound like your situation? Contact us — we'll help diagnose where your cleanroom is falling short.
2. Real Case Study: Before & After Data from an Oral Care Cleanroom Upgrade
Client: A large toothpaste contract manufacturer in South China, supplying multiple domestic and international brands Interviewee: Production Manager, Engineer Zhou
Before: The Challenges
When Engineer Zhou took over the facility, the workshop had standard construction with no cleanroom treatment. Problems erupted one after another:
❶ Microbial exceedance, batch scrapped A whitening toothpaste batch tested at 1,200 cfu/g (standard: ≤500 cfu/g). 150,000 tubes destroyed, ¥300,000 direct loss, one brand client lost.
❷ Summer heat, 15% bubble defect rate The filling workshop had no temperature/humidity control. Summer temperatures reached 34°C. Paste developed micro-bubbles after filling — customers rejected shipments, rework rate hit 15%.
❸ Flavor carryover, brand suspends supply After switching from mint to strawberry children's toothpaste, consumers reported mint flavor. The brand suspended supply and launched a special audit.
❹ International supermarket audit: "Fail" An auditor found: no differential pressure monitoring, no temperature/humidity records, no metal detection, no cleaning validation. Result: Fail. Annual bidding qualification lost.
Keyao's Solution
Guangdong Keyao designed and built a complete Class 100,000 cleanroom with temperature control and CIP cleaning solution, including:
- Class 100,000 cleanroom (3-stage filtration: pre-filter + medium + HEPA, positive pressure ≥15Pa)
- Full-line jacketed temperature control for mixing/grinding/storage tanks (±1°C precision)
- Fully enclosed pipeline production + CIP in-line cleaning system
- Independent FFU laminar flow protection in filling zone + metal detector + weight rejection
- Online environmental monitoring (particles, temperature/humidity, pressure differential) + SCADA batch traceability
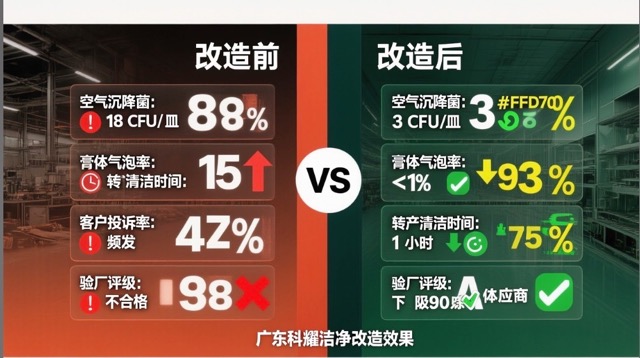
After: The Results
| Metric | Before | After | Improvement |
|---|---|---|---|
| Airborne settle plate count | 18 CFU/plate | 3 CFU/plate | ↓83% |
| Microbial pass rate | Unstable | 100% (24 consecutive months) | — |
| Paste bubble defect rate | 15% | <1% | ↓93% |
| Rework cost | Baseline | Down 80% | — |
| Customer complaint rate | Baseline | Down 90% | — |
| Changeover cleaning time | 4 hours | 1 hour | ↓75% |
| Cross-contamination complaints | Frequent | Zero | — |
| International supermarket audit rating | Fail | Grade A Supplier | — |
| Order volume | Baseline | Up 60% | — |
Engineer Zhou reflected: "Before, we'd scramble to clean up and fill in records before every audit. Now the system generates everything automatically — auditors come in and pull the data directly. It's stress-free and confidence-building."
🏭 Does your facility have similar issues? Contact us and tell us your situation.
3. Four Core Advantages of Keyao's GMP-Compliant Toothpaste Cleanroom
Toothpaste is a semi-solid. One degree off temperature and the paste turns grainy. One missed cleaning step and the next batch gets contaminated. One cleanroom grade short and microbial counts spike. After 13 years and clients like Haolai Chemical (Darlie toothpaste), Keyao has identified the four most failure-prone areas in toothpaste production.
Advantage 1: Class 100,000 Cleanroom Meeting Cosmetics GMP Standards
Based on China's Cosmetics GMP regulations and Toothpaste Production Technical Standards, we design and build Class 100,000 cleanrooms with:
- 3-stage filtration: Pre-filter + medium-efficiency + HEPA, blocking airborne bacteria and dust particles
- Positive pressure airflow: Core cleanroom zones maintained at ≥15Pa positive pressure, preventing outside air infiltration
- Ozone/UV timed disinfection: Scheduled space disinfection to continuously suppress microbial levels
- Independent HVAC: Core zones (mixing, grinding, defoaming, storage, filling) fully isolated from auxiliary and general areas
Results: Airborne settle plate counts consistently below 3 CFU/plate; total bacterial count (≤500 cfu/g) and mold/yeast (≤100 cfu/g) stably compliant — eliminating microbial control failures.
Advantage 2: Temperature-Controlled Mixing and Grinding for Consistent Paste Quality
Toothpaste texture and stability are highly temperature-sensitive:
- Mixing temperature: 45±2°C
- Grinding temperature: ≤35°C (controlled at 30±2°C)
- Storage temperature: 28±2°C
- Filling environment: 25±2°C
We equip mixing tanks, grinders, and storage tanks with jacketed temperature circulation systems (±1°C precision). Paste transfer pipelines use insulated tracing, with HVAC and jacket systems operating in tandem.
An inline fineness monitor on the grinding line provides real-time feedback, ensuring smooth paste with no gritty particles — eliminating consumer "scratchy" complaints at the source.
Advantage 3: Enclosed Pipeline Production + CIP Cleaning to Prevent Cross-Contamination
For toothpaste production with frequent flavor and formula changeovers, we build a fully enclosed pipeline production system:
- Mixing → Grinding → Defoaming → Storage → Filling: fully enclosed, product never exposed to workshop air
- CIP in-line cleaning system (cleaning station + spray balls + program control): hot water (80°C) → alkali (2% NaOH) → acid (1% HNO₃) → purified water
- Cleaning parameters (time, temperature, flow, conductivity) automatically recorded; final rinse water pH and residue tested before changeover approval
- Changeover cleaning time reduced from 4 hours to 1 hour; cross-contamination complaints: zero
Advantage 4: Filling Zone Cleanroom Isolation + Metal Detection — Every Tube Passes Inspection
Filling and sealing is the last exposure step for paste — and the most vulnerable to contamination and foreign matter. We implement dual protection:
Cleanroom Isolation
- Independent FFU clean air supply units in the filling zone, creating local Class 100 laminar flow protection (air velocity 0.36–0.54 m/s)
- Transparent dust covers on filling heads and sealing zones to minimize human contact
Inline Inspection
- Metal detector: detects ≥0.5mm ferrous and ≥1.0mm non-ferrous metal in aluminum tubes and paste
- Weight rejection system: ±0.1g precision, ensuring net content compliance
- Seal quality vision inspection: detects wrinkles, leaks, and sealing defects
- Non-conforming products automatically rejected and counted — every tube inspected before shipment
4. Keyao's 5-Step Toothpaste Cleanroom Build Process
Whether new construction or retrofit, Keyao follows these five steps in order — each with defined acceptance criteria.
Step 1: GMP-Based Cleanroom Zoning and Personnel/Material Flow Design
Per Class 100,000 cleanroom standards, the facility is divided into three zones:
| Zone | Processes | Cleanroom Requirement |
|---|---|---|
| Core Clean Zone | Mixing, grinding, defoaming, storage, filling | Class 100,000, positive pressure ≥15Pa |
| Auxiliary Clean Zone | Raw material weighing, compounding | Class 100,000 auxiliary |
| General Zone | Outer packaging, warehouse | Standard control |
Personnel follow a 6-step entry procedure: shoe change → outer clothing removal → handwashing → cleanroom garment → hand sanitization → air shower. Materials enter via pass-through windows after depackaging and disinfection, transported via pipelines — eliminating personnel/material cross-contamination.
Step 2: Temperature-Controlled Mixing and Transfer System
- Mixing tanks, grinders, and storage tanks equipped with jacketed temperature circulation (±1°C precision)
- Insulated pipeline tracing to minimize temperature loss during transfer
- Workshop HVAC set to 25±2°C, linked with equipment jacket systems
- Inline temperature monitoring with automatic alarm and logging on deviation
Step 3: Enclosed Pipeline Production and CIP Cleaning
- Fully enclosed pipeline from mixing to filling — product never exposed to workshop air
- CIP sequence: hot water (80°C) → alkali (2% NaOH) → acid (1% HNO₃) → purified water (final rinse)
- Cleaning parameters automatically recorded; cleaning validation required before changeover
- Quick-release clamp connections on equipment and pipelines; spray balls at critical points
Step 4: Filling Zone Cleanroom Isolation and Inline Inspection
- FFU laminar flow protection in filling zone (local Class 100, air velocity 0.36–0.54 m/s)
- Triple inspection: metal detector + weight rejection + seal vision inspection
- Non-conforming products automatically rejected and counted
Step 5: Online Environmental Monitoring and Full Batch Traceability
Deployed in core clean zones:
- Particle counters: monitoring 0.5μm and 5μm particles
- Airborne microbial samplers: periodic sampling rotation
- Temperature/humidity sensors + differential pressure sensors: real-time environmental monitoring
All data feeds into SCADA/MES systems, linked to production batch numbers. Each batch automatically generates an "environmental batch record."
The practical benefit: when a product issue arises, pull the environmental record and pinpoint the cause — no guesswork. Auditors request data, you pull it instantly. Filter replacement is flagged in advance — you don't wait until cleanroom levels exceed limits.
5. Why Choose Guangdong Keyao for Cosmetics Cleanroom Engineering?
Many companies do cleanroom work. Few have deep experience in toothpaste and oral care specifically. Here's what sets Keyao apart:
| Dimension | Keyao's Credentials |
|---|---|
| Years of Focus | 13 years in cleanroom engineering |
| Clients Served | 300+ cumulative clients |
| Technical Patents | 10+ patents |
| Industry Standing | Director member of Guangdong Cleanroom Industry Association; "Excellent Construction Enterprise" |
| Landmark Projects | Haolai Chemical (Darlie toothpaste) and other leading oral care brands |
| Solution Portfolio | 50+ professional solutions covering industrial, medical, and laboratory cleanrooms |
| Credit Rating | Guangdong Province "Contract-Honoring, Credit-Worthy Enterprise"; AAA corporate credit rating |
Engineer Zhou's words stuck with us: "Before, we'd scramble to clean up and fill in records before every audit. Now the system generates everything automatically — auditors come in and pull the data directly. It's stress-free and confidence-building." That's the state we want to help every client achieve: not last-minute fixes, but doing it right every day.
Get Your Custom Toothpaste Cleanroom Solution
Facility diagnosis, GMP retrofit planning, audit documentation systems, export compliance reports — contact us directly, describe your situation, and we'll provide a specific solution tailored to you.
📊 Project Results Showcase

📞 Scan or message us — our specialists provide 1-on-1 consultation:
Guangdong Keyao Purification Electromechanical Engineering Co., Ltd. ☎️ 13929950401 🌐 www.gdforyou.com 📍 Room 706, Block A, Tower 5, Tianan Digital City, Jianping Road, Guicheng Street, Nanhai District, Foshan, Guangdong
13 Years of Cleanroom Expertise · Director Member, Guangdong Cleanroom Industry Association #ToothpasteCleanroom #OralCareProduction #CleanroomEngineering #GMPCompliance #CosmeticsManufacturing